El fusor de una impresora 3D también puede obstruirse. Este artículo explica las causas más comunes de este problema, que generalmente son las mismas independientemente del tipo o modelo de impresora. Luego tenemos un artículo separado con consejos sobre cómo evitar que se forme la obstrucción en primer lugar.
Cómo se detecta
El síntoma más obvio es que el filamento no sale de la boquilla. Sin embargo, ten en cuenta que el fusor también se puede obstruir solo parcialmente. Las obstrucciones parciales generalmente se producen a mitad de la impresión, incluso después de que se haya podido cargar o descargar el filamento.
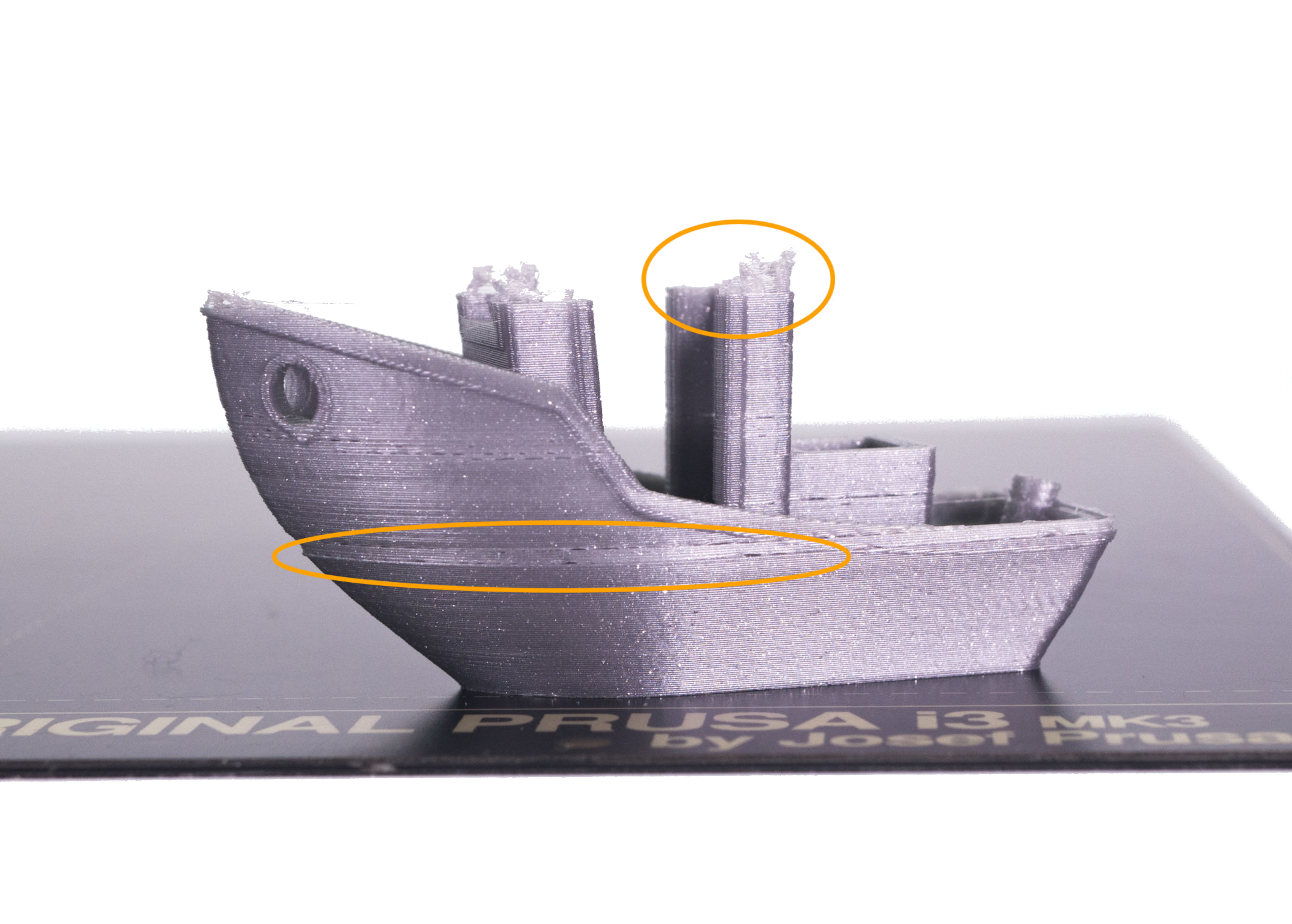
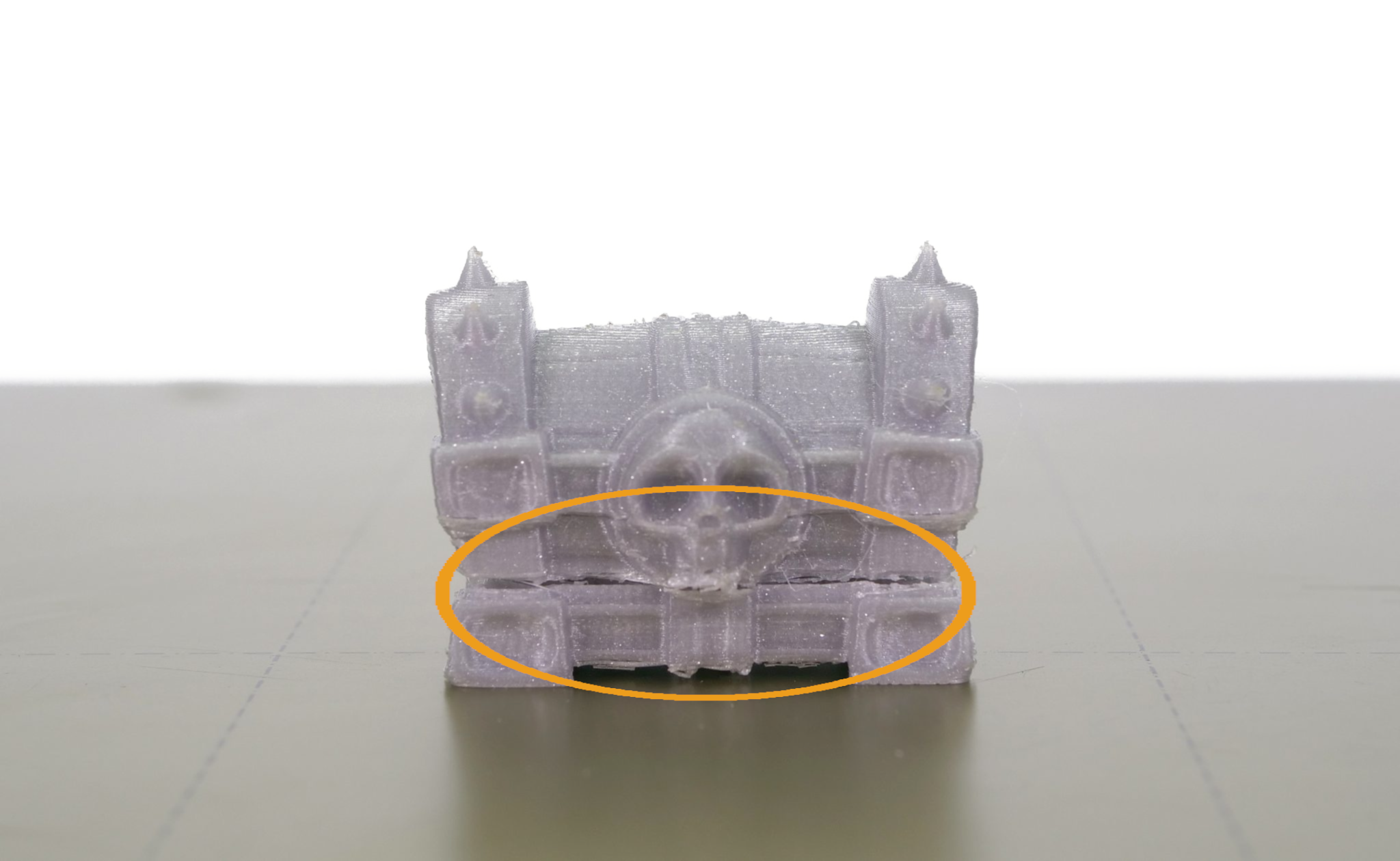
Los primeros signos de que la boquilla comienza a atascarse son:
- el filamento no sale por la boquilla de manera consistente
- Las líneas impresas parecen mucho más finas y a veces no se adhieren a la placa de construcción.
- El filamento se curva hacia un lado y se adhiere a la boquilla al purgarse.
Otra señal común es que puedes oir unos clics o sonidos del extrusor. El ruido de clic del extrusor significa que el motor paso a paso tiene que ejercer más fuerza de la que es capaz y está volviendo hacia atrás en uno o más pasos (saltando) para aliviar la presión.
 |  |
Cómo arreglarlo
Existen tres métodos principales para tratar este problema. Para elegir el método correcto, mira si es posible cargar/descargar el filamento o no. Las obstrucciones parciales generalmente se pueden derretir o estirar en frío, las obstrucciones más complejas que evitan la carga uniforme del filamento requieren el tercer método descrito a continuación.
Antes de comenzar con cualquiera de estos métodos, descarga el filamento y retíralo del extrusor. Para facilitar el trabajo, mueve la cabeza del extrusor hacia arriba 10-15 cm desde el menú LCD -> Configuración -> Mover eje -> Mover eje Z.
Tirón en frío
Un tirón en frío es un buen punto de partida si se produce un atasco. Si el filamento se puede cargar y descargar sin ningún problema, y aún así causa problemas durante la impresión, limpia el interior de su fusor utilizando la técnica .
Forzar la obstrucción
En caso de que no sea posible cargar el filamento, primero, intenta ablandar la obstrucción aumentando la temperatura de la boquilla y luego forzarla a salir. Esto es muy similar al procedimiento del tirón en frío.
Para evitar complicaciones, desactiva la carga automática de filamento en el menú LCD->Ajustes->Autocarga fil. antes de continuar.
- Ves al Menú LCD -> Configuración -> Temperatura -> Boquilla . Establece la temperatura de la boquilla en 260 °C si has estado usando PLA o en 280 °C si has estado usando PETG o ABS.
- Después de que la boquilla alcance la temperatura requerida, espera 2 minutos; el filamento debe comenzar a verterse/gotear.
- Empuja la aguja de acupuntura incluida (0,3 mm a 0,35 mm de diámetro) en la boquilla desde abajo. Insértalo 1-2 cm de profundidad, para ayudar a despejar la obstrucción. Nunca lo alimentes desde la parte superior y no cargues filamento mientras la aguja está insertada.
- Si eso no soluciona el problema, intenta utilizar un cable de metal rígido, recto, de 1,5 mm de grosor y 100 mm de largo: insértalo en el fusor para ver lo lejos que puede llegar y empuja, tratando de forzar el filamento hacia la boquilla y luego fuera. También puedes usar la más pequeña de las llaves Allen incluidas. Sin embargo, no es muy larga, así que retire la cubierta del sensor de filamento para porder llegar más lejos.
- Cargar un filamento de PLA, el nuevo filamento debe empujar el resto del material atascado en la boquilla.
Limpia las piezas del fusor
Si todavía no has tenido éxito, es importante determinar dónde se encuentra exactamente la obstrucción. Como se dijo anteriormente, un fusor obstruido no es lo mismo que una boquilla obstruida: el material puede atascarse incluso por encima.
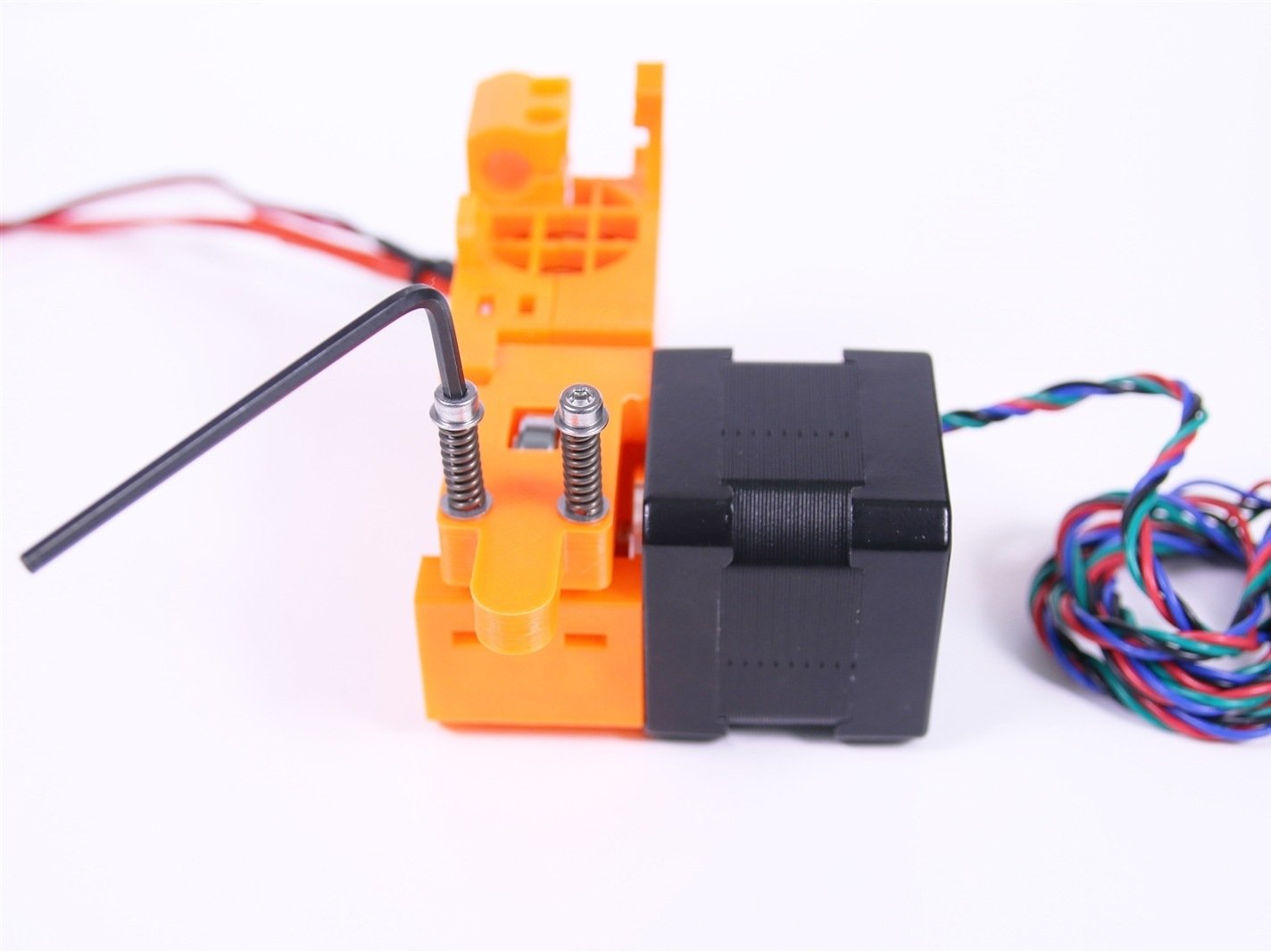
Abre la puerta del extrusor y comprueba si ves un trozo de filamento que sobresale del tubo de Teflón.
- Si tienes una MK2/S, desatornilla ambos tornillos M3x40 con muelles, la puerta debe luego abrirse por sí sola.
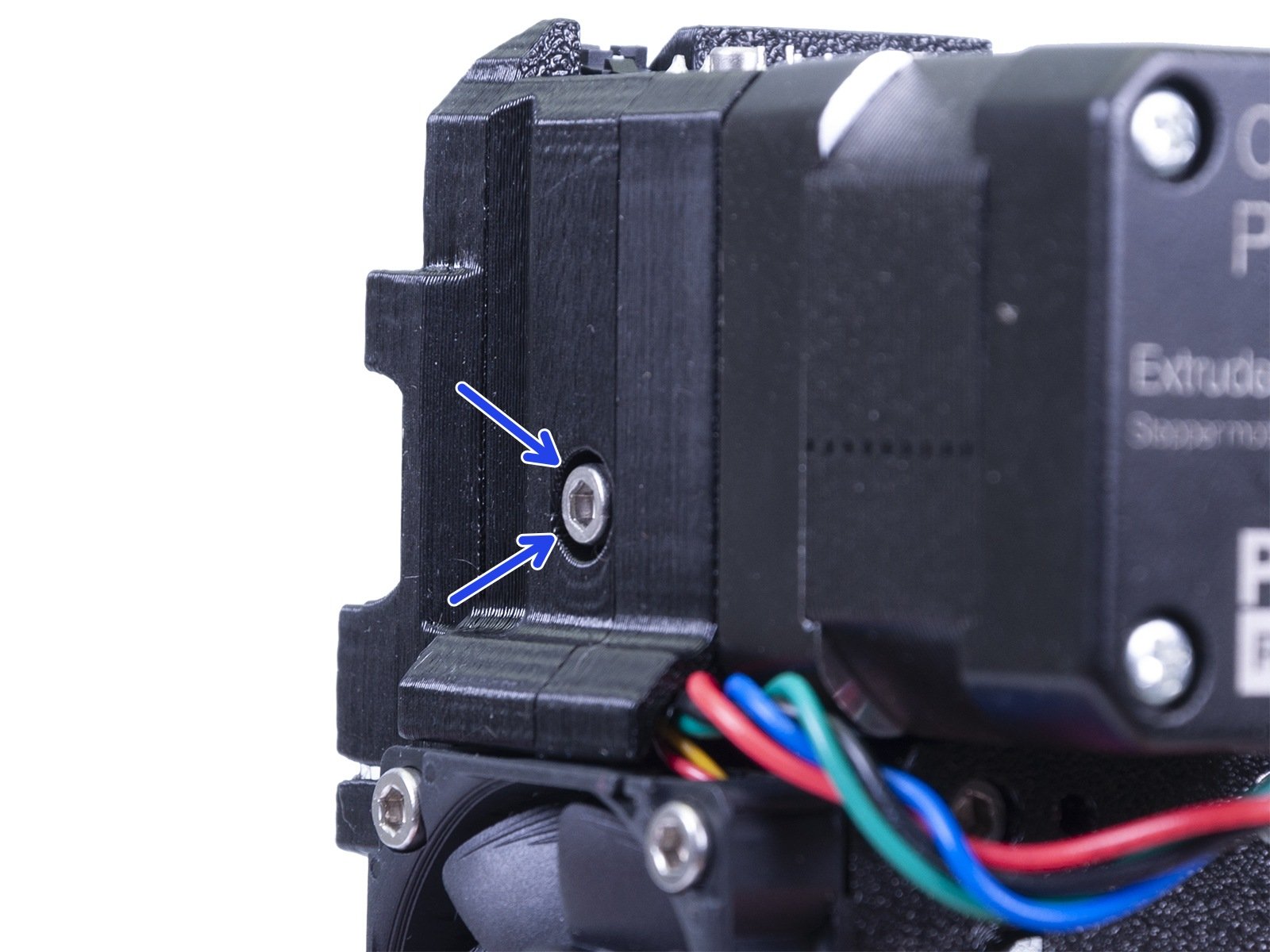
- Si tienes una MK3 o una MK2.5, desatornilla ambos tornillos M3x40 debajo de la ventana hexagonal (también tienen muelles).
- Si tienes un MK3S o una MK2.5S, desatornilla el tornillo M3x40 (también con un muelle).
{kind=link}
{kind=link}
{kind=link}
Filamento atrapado en el tubo de Teflón
Si el filamento está atascado en el tubo de teflón blanco, debes sacar el fusor del extrusor. Usa esta guía para hacerlo (pasos 2 - 5). Te quedarás con el fusor expuesto, colgado frente a ti. Precaliéntalo a través del menú LCD -> Configuración -> Temperaturas -> Boquilla (260 °C si ha utilizado PLA o a 280 °C si has utilizado PETG o ABS) y mira si puede quitar el filamento tirando del tubo de Teflón con unos alicates.
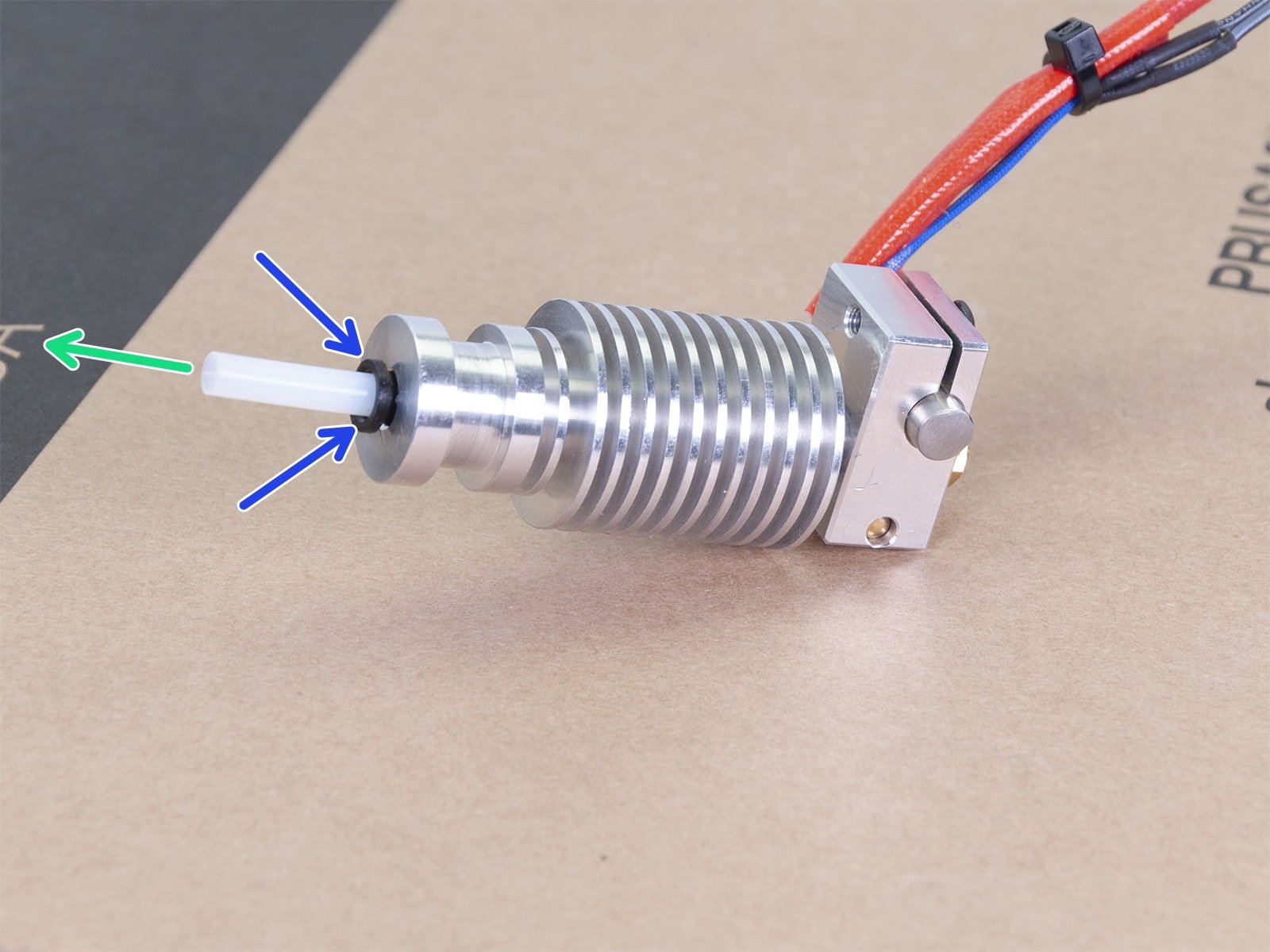
A veces, es necesario quitar el tubo de Teflón, en cuyo caso debes presionar collar de nailon negro hacia el disipador térmico, para liberarlo. Mientras sigues presionando el collar, tira del tubo de Teflón hacia afuera.
{kind=link}
Si el tubo de Teflón se ha dañado permanentemente por la obstrucción o en el proceso de quitarlo, puedes comprar uno nuevo en nuestra tienda en línea (MK3S, MK2.5S o MK2/S, MK3, MK2.5). Cuando insertes el nuevo tubo de Teflón, comprueba que esté nuevamente asegurado adecuadamente por el collar: debes tirar del collar hacia arriba aproximadamente 1 mm mientras, al mismo tiempo, empujas el tubo de Teflón hacia abajo. Hacer esto asegurará que no haya juego ya que el tubo de Teflón no puede moverse dentro del fusor. No asegurar el tubo de Teflón puede causar una obstrucción.
Filamento atascado en la boquilla
Si el tubo de Teflón está vacío, es posible que queden residuos en la boquilla. Desatorníllela del bloque calentador (consulta esta guía para ver cómo hacerlo). Hay dos formas de limpiarlo: mecánicamente o usando disolventes químicos.
- Para limpiar la boquilla mecánicamente, una vez que se retira del fusor, caliéntala con una pistola de calor o con un secador de pelo, y extrae el material atascado con unos alicates de punta fina o unas pinzas.
- Si usabas PLA o ABS, es posible limpiar la boquilla químicamente. El ABS se disuelve en acetona y el PLA en tetrahidrofurano o acetato de etilo. Sumerge la boquilla en una de estas sustancias durante un par de horas o hasta el día siguiente y luego usa los alicates de punta fina o unas pinzas para eliminar la masa pegajosa.
Después de resolver el atasco
Limpiar los engranajes Bondtech
Si has tenido un atasco a clog, también pueden haber acumulado residuos que muelan el filamento, lo que a su vez reducirá su fuerza de agarre en el filamento. Asegúrate de limpiar esto. Abre la puerta de la polea tensora y limpia cada ranura del engranaje utilizando un palillo o la aguja de acupuntura que viene con la impresora.
Cubre el tubo de PTFE para evitar que caiga cualquier residuo. Puedes utilizar un bastoncillo de algodón, que cubrirá el tubo de forma fiable sin dañarlo). Cuando hayas terminado de limpiar, dale una buena bocanada de aire para eliminar los restos, mientras el tubo de PTFE sigue cubierto.
Calibración
Si has cambiado la boquilla debes rehacer, al menos, la Calibración de la Primera Capa, ya que puede haber cambiado con la nueva boquilla.
Si has desmontado y vuelto a montar el extrusor y/o el hotend, te recomendamos que realices la calibración XYZ completa, seguida de la calibración de la primera capa.