Si votre imprimante arrête soudainement d'extruder du filament, mais continue les mouvements d'impression sans signaler aucune erreur, vous pouvez être victime d'un fluage thermique.
À quoi cela ressemble-t-il
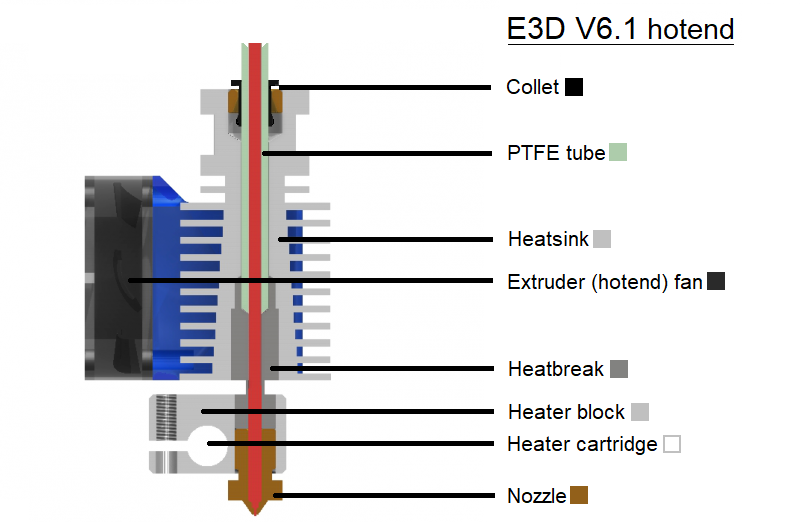
D'une manière générale, nous nous référons au fluage thermique lorsque des parties de la hotend au-dessus du bloc de chauffe deviennent trop chaudes. Dans des circonstances normales, le filament commence à fondre juste au-dessus de la buse. Cependant, lorsque la barrière thermique devient trop chaude, la chaleur se diffuse vers le haut irrégulièrement tout le long de votre hotend, le filament commence à se ramollir plus haut à l'intérieur de la hotend et provoque un bouchon. Le moteur de l'extrudeur broie le filament, il peut même émettre un "clic" ou un 'tic-tac" en essayant de pousser le filament vers le bas de l'extrudeur.
Comment le réparer
Causes les plus courantes :
- La température ambiante (ambiante) est supérieure à 35°C (30°C pour certains filaments) ou l'imprimante est dans une enceinte.
- Le filament que vous utilisez contient des particules métalliques qui conduisent la chaleur vers la hotend.
- La température de la hotend est réglée trop haute.
- Le transfert thermique entre la buse, la barrière thermique et le dissipateur thermique est insuffisant.
- Il n'y a pas assez de flux d'air pour refroidir le dissipateur thermique.
- Il n'y a pas assez de filament qui coule à travers la buse ou il ne s'écoule pas assez vite.
Comment éviter que cela ne se produise
Après avoir nettoyé la hotend, consultez la collection de conseils ci-dessous pour éviter que ce problème ne se reproduise.
Assemblage de l'extrudeur
Espace entre la buse et le bloc de chauffe
Sur toutes les hotends E3D v6.1 assemblées, il devrait y avoir un espace d'environ 0,5 mm (0,02 pouce) entre le bloc de chauffe et la tête hexagonale de la buse. Encore une fois, il s'agit de contrôler le flux de chaleur à l'intérieur du hotend. Lorsque vous vissez votre buse dans le bloc de chauffe, vous devez la serrer à fond, mais n'essayez jamais de (trop) la serrer pour que la tête de la buse touche le bloc de chauffe.
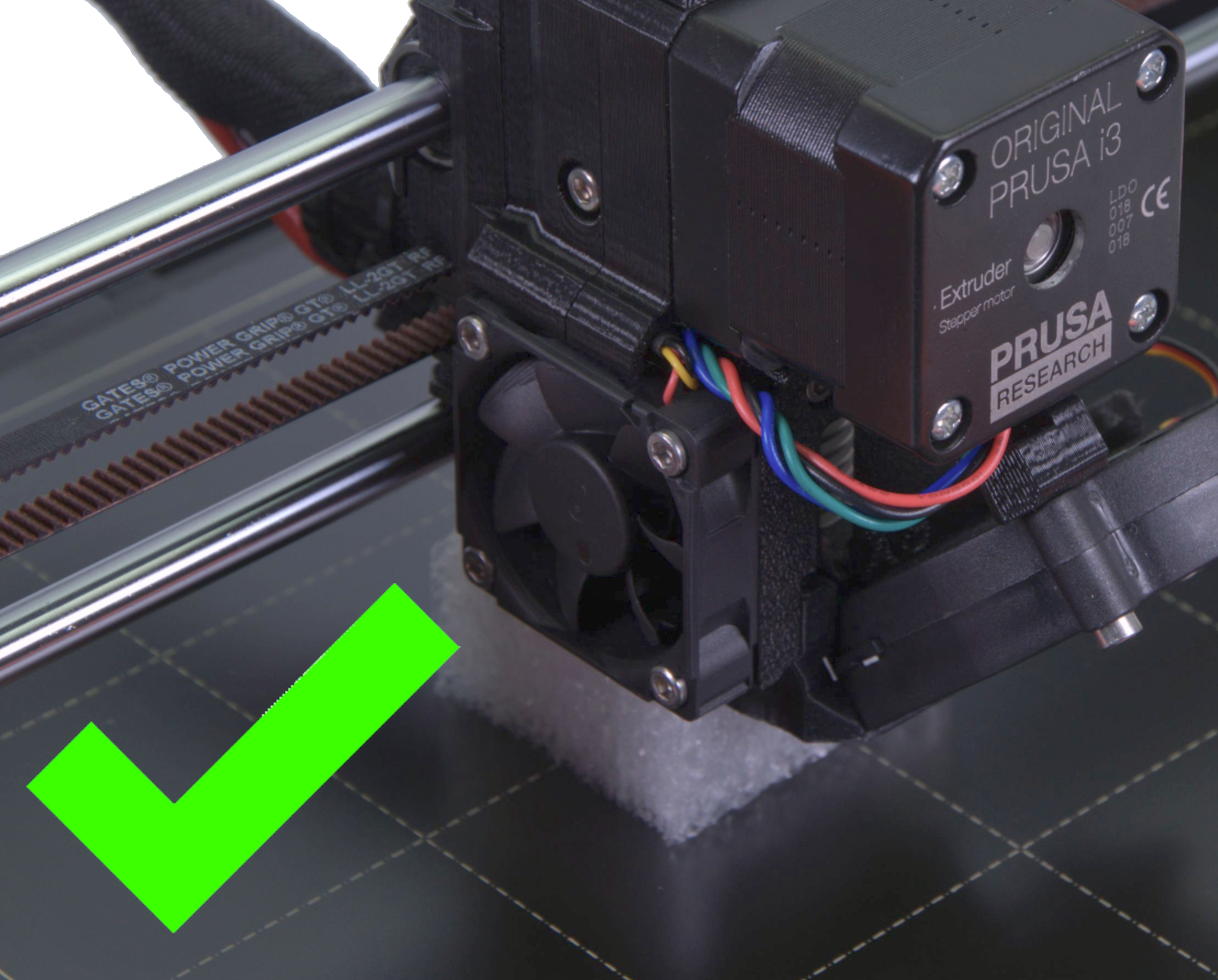
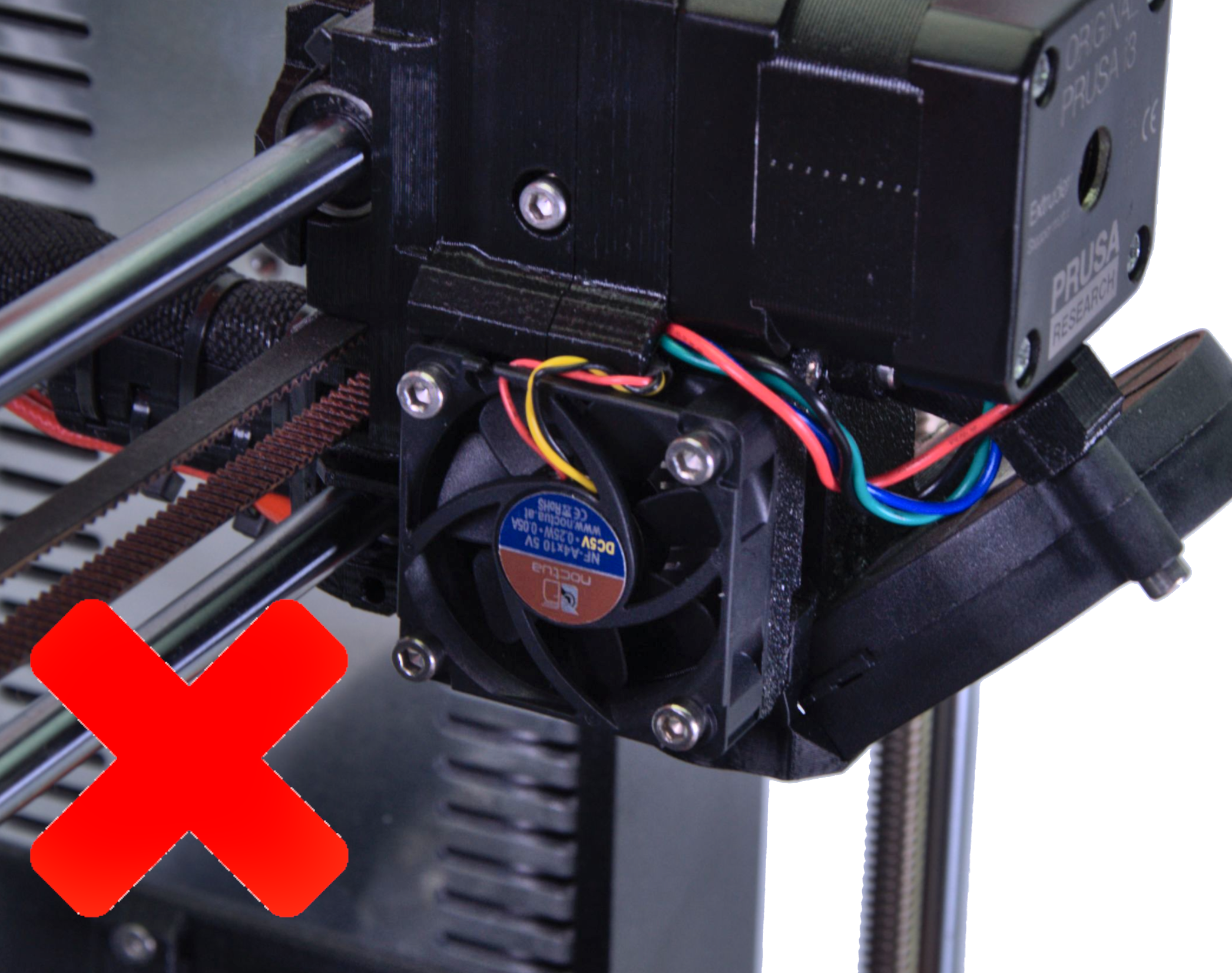
Vérifiez le ventilateur de l'extrudeur
Comme vous pouvez l'imaginer, le ventilateur de refroidissement doit fonctionner correctement pour refroidir suffisamment le radiateur. Tout d'abord, assurez-vous que vous ne voyez pas l'autocollant sur le ventilateur - cela signifierait que le ventilateur est monté à l'envers. En tournant, il doit pousser l'air à l'intérieur, pas à l'extérieur.
Si le ventilateur est correctement monté, vous pouvez vérifier s'il tourne assez vite. Pendant l'impression, accédez au Menu LCD -> Support -> Infos extrudeur -> Vitesse du ventilateur. La valeur de régime du ventilateur de buse doit être comprise entre 4000 et 4400.
 |  |
Tension de la roue libre et entraînement Bondtech
Trop peu ou trop de tension sur le ressort de de la roue libre de l'extrudeur peut également causer des problèmes avec l'extrusion du filament. La vis de la roue libre étant trop lâche, les engrenages ne peuvent pas saisir le filament et le moteur peut commencer à sauter. Avec la vis de la roue libre trop serrée, les dents des engrenages pourraient broyer le filament et se bourrer - assurez-vous toujours que les engrenages sont propres.
Assurez-vous que le dissipateur thermique est exempt de poussière
Le travail du dissipateur thermique est d'empêcher la température d'augmenter trop le long du chemin du filament. Après de nombreuses heures d'impression, les ailettes du dissipateur thermique peuvent accumuler de la poussière fine, ce qui diminue l'efficacité du radiateur à dissiper la chaleur. Un moyen simple de résoudre ce problème consiste à retirer le ventilateur de refroidissement de la hotend (le ventilateur carré sur le côté gauche de l'extrudeur) et de souffler la poussière avec de l'air en bombe. Pendant que vous y êtes, soufflez également la poussière du ventilateur lui-même.
Vérifiez que le tube PTFE est complètement inséré dans la hotend
Il est très important de s'assurer que le tube PTFE à l'intérieur de la hotend est aligné avec le bord de la barrière thermique. Si vous avez récemment retiré le tube PTFE du dissipateur thermique, il est toujours sage de vérifier que le tube PTFE est sécurisé en place et ne bouge pas de haut en bas. Par chance, nous avons un guide pour cela ici.
Ajoutez de la pâte thermique à la barrière thermique
Surtout si vous démontiez la hotend pour la nettoyer, avant de remonter la hotend, n'oubliez pas d'appliquer de la pâte thermique sur le filetage de la barrière thermique qui est en contact avec le dissipateur thermique (le même type de pâte thermique utilisé pour les processeurs informatiques). Vous pouvez obtenir la pâte sur notre boutique en ligne, ou une pâte thermique générique similaire de haute qualité. Voici à quoi devrait ressembler votre barrière thermique avec suffisamment de pâte thermique. Référez vous à ce guide (pour MK3S/MK2.5S/MMU2S. Pour MK3/MK2.5, il existe un guide dédié) pour plus d'informations sur la façon de démonter l'extrudeur et la hotend.

Réglages d'impression
Diminuez la température du plateau chauffant
La chaleur s'élevant du plateau chauffant peut contribuer à la surchauffe des pièces de l'extrudeur. Surtout (mais pas seulement) pour une impression PLA, vous pouvez abaisser la température du plateau chauffant dans Prusa Slicer par 5 ou 10 degrés. Dans PrusaSlicer, vous pouvez aller dans Réglages du filament -> Filament et modifier la température dans le champ Température °C.
Vous pouvez également le faire lors de l'impression, dans le Menu LCD -> Régler -> Plateau (et modifier la valeur en tournant le bouton), mais dans ce cas, ne le faites qu'avant la fin de la première couche, sinon le changement soudain de température peut déformer l'impression.
Augmentez la hauteur de couche
L'impression avec des couches fines utilise très peu de filament à la fois, il n'y a donc pas beaucoup de filament qui coule à travers la buse, ce qui permet à la chaleur de remonter à l'intérieur de l'extrudeur. Une astuce facile à tester consiste à imprimer avec des hauteurs de couche de 0,15 mm ou 0,20 mm, par exemple. Si vous n'avez pas besoin d'une impression particulièrement détaillée, optez pour des couches plus épaisses.
Augmentez la vitesse d'impression
Une impression lente peut provoquer un fluage thermique pour la même raison lors de l'impression avec des couches fines. Augmenter la vitesse d'impression de 10% peut aider, cependant, nous vous recommandons de ne pas dépasser les vitesses de 200 mm/s pour une vitesse d'impression de remplissage à des couches de 0,20 mm et moins.