Une 'traction à froid' (cold pull) est une technique qui vous permet de nettoyer la buse et la hotend de votre imprimante de tout matériau qui pourrait être coincé ou brûlé à l'intérieur. Vous pouvez également l'utiliser pour nettoyer votre hotend pendant votre routine d'entretien habituelle.
La traction à froid doit être effectuée si votre buse est partiellement obstruée, et que du filament s'extrude malgré tout. Si la buse est complètement bouchée, veuillez vérifier le Guide de buse bouchée.
Procédure
- Allez dans le Menu LCD -> Reglages -> Temperature -> Buse (MK2.5/S, MK3/S/+) / Menu LCD -> Contrôle -> Température -> Buse(MK3.5/S) et réglez la température à 270°C.
- En attendant que la buse atteigne la température, désactivez le Chargement automatique du filament dans le Menu LCD -> Réglages -> Capteur Fil. -> AutoCharg F. (MK2.5/S, MK3/S/+) / Menu LCD -> Réglages-> Capteur de filament (MK3.5/S).
- Toujours dans leMenu, allez dans Réglages et choisissez Désactiver moteurs (MK2.5/S, MK3/S/+).. Sur la MK3.5/S, accédez à Contrôle -> Désactiver les moteurs.
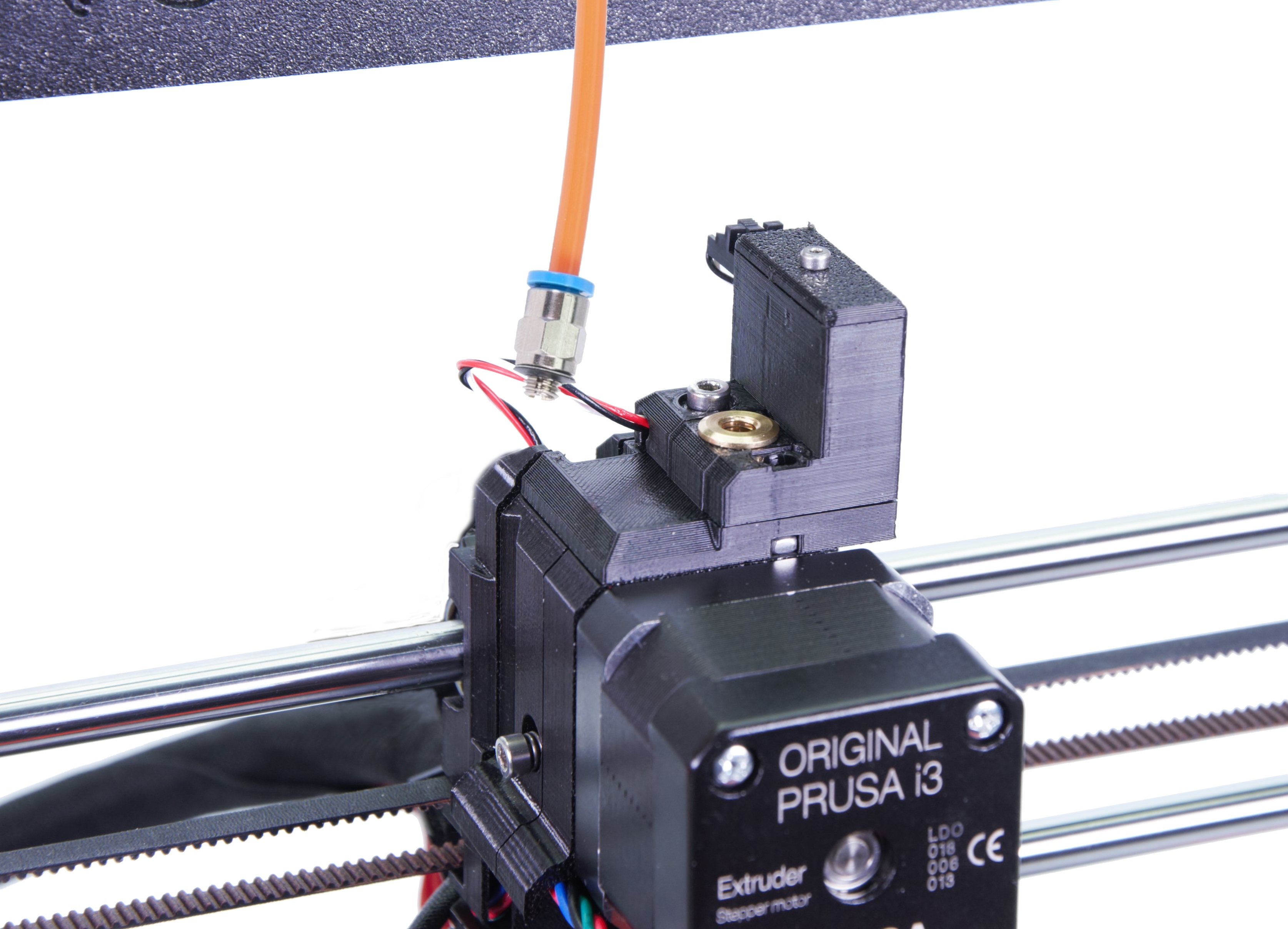
Il n'y a pas de message indiquant que les moteurs pas à pas sont désactivés, mais vous pouvez entendre un sifflement électrique disparaître lorsqu'il est sélectionné. Si vous pouvez déplacer le plateau ou l'extrudeur sur leur axe, ils sont désactivés. - Ouvrez la porte de la roue libre de l'extrudeur. Dévissez les vis entourées ci-dessous à l'aide d'une clé Allen de 2,5 mm. Sur les MMU2S et MMU3, dévissez le tube Bowden PTFE qui relie l'unité MMU à l'extrudeur.
 |  |
- Une fois qu'elle a atteint 270 °C, insérez manuellement le filament PLA dans l'extrudeur et poussez-le jusqu'à ce qu'il commence à couler hors de la buse.
- Arrêtez la chauffe en appuyant sur Refroidissement dans le Menu LCD -> Préchauffage (faites défiler complètement vers le bas) ou en appuyant sur le bouton de réinitialisation (X). Laissez la température de la buse descendre à la température ambiante. Pour accélérer le refroidissement, vous pouvez activer le ventilateur d'impression à pleine vitesse, à partir du menu LCD -> Réglages/Contrôle -> Températures -> Vitesse du ventilateur -> [255].
- Continuez à pousser manuellement le filament vers le bas jusqu'à ce que la température soit trop basse pour qu'il fonde et sorte (environ 170 °C pour le PLA). La buse doit être remplie pour que la traction à froid réussisse.
- Retirez le matériau extrudé afin que rien n'obstrue la traction plus tard.
- Après que la buse soit refroidie à la température ambiante, allez à nouveau dans le Menu LCD -> Reglages/Contrôle -> Temperature -> Buse et réglez la température à 85°C.
- Dès que l'extrudeur atteint cette température, saisissez le filament avec une pince et tirez-le lentement mais régulièrement hors de l'extrudeur. Le filament peut casser à l'intérieur. Assurez-vous de tirer droit vers le haut, pas latéralement. Tenez l'extrudeur de l'autre main.
- Ne vous arrêtez pas tant que le filament n'est pas complètement sorti de l'extrudeur.
Résultats
Sur la pointe du filament qui a été retirée, vous pouvez voir des restes du ou des matériaux précédents que vous avez utilisés ou de la saleté brûlée qui s'est déposée dans la buse (photo de gauche). Vous voudrez peut-être répéter cette procédure plusieurs fois jusqu'à ce que le filament en ressorte propre.
La photo de droite montre à quoi devrait ressembler un filament propre tiré à froid. Il est important d'avoir l'empreinte de la buse dessus, de cette façon vous êtes sûr que la buse était remplie et qu'il ne restait rien à l'intérieur. De plus, la couleur n'est pas mélangée à celle que vous utilisiez précédemment ou présente des marques sombres.
 |  |
Après la procédure
Fixez la porte de l'idler en ayant la tête de la vis de l'idler, à gauche de l'extrudeur, à peu près au ras des pièces en plastique, lorsque le filament n'est pas chargé. Nous vous recommandons ensuite d'exécuter la calibration Z, car appuyer sur l'extrudeur aurait pu la déséquilibrer. Réactivez également le capteur de filament/chargement automatique du filament.
Sur les MK2.5/S et MK3/S/+, la calibration de l'axe Z se trouve dans Menu LCD -> Calibration -> Calibrer Z).
Sur MK3.5/S, la calibration de l'axe Z se trouve dans Menu LCD -> Contrôle -> Calibrations & tests -> 3. Calibration de l'alignement de l'axe Z.
1 commentaire
LCD -> Paramètres -> Températures
mais il n'y a pas de menu paramètres il s'intitule Réglage comme indiqué, correctement cette fois, au point 1:
Menu LCD -> Reglages -> Temperature
Dans la version anglaise c'est correct.