Questo è di gran lunga il problema di stampa 3D più comune, e probabilmente il primo che si può incontrare. Il primo strato è quello essenziale perché è la base dell'oggetto stampato. Pertanto, se non è perfetto, la possibilità di un fallimento della stampa aumenta. Molti problemi comuni di stampa 3D derivano da un primo strato scadente. Ci sono un paio di cose che possono andare male quando si stampa il primo strato, quindi diamo un'occhiata a cosa si può fare per evitare questi problemi.
La superficie di stampa deve essere sottoposta a regolare manutenzione per ottenere una qualità di stampa ottimale e ridurre al minimo la possibilità di stampe non riuscite. È una procedura semplice, quindi diamo un'occhiata ai vari consigli e suggerimenti.
Come preparare la superficie di stampa
Se non si tocca la superficie di stampa con le mani o con utensili sporchi, non sarà necessario pulirla prima di ogni stampa. Pulisci gli strumenti strumenti come faresti con il piano, e potrai avviare la prossima stampa direttamente.
Alcool isopropilico - piastra liscia, satinata, testurizzata
Per ottenere la migliore adesione alla superficie di stampa, è di vitale importanza mantenerla pulita. L'opzione migliore quando si stampa con ABS, PLA, e molti altri materiali è di usare alcool isopropilico al 90%,, che può solitamente essere trovato localmente in farmacia o ferramenta. Anche l'alcool denaturato è una valida alternativa. Noi consigliamo sempre di usare IPA al 90% IPA. Le soluzioni con percentuali inferiori possono contenere sostanze chimiche e oli non idonei.
I filamenti di PETG, ABS, ASA, XT, e CPH fanno eccezione - l'adesione sarebbe troppo tenace e si corre il rischio di danneggiare la piastra con PEI liscio. Consigliamo in questo caso di utilizzare un agente separatore (ad es. la colla stick). Per ulteriori informazioni su come stampare con questi materiali, consultare le nostre Guide ai materiali.
Acqua e sapone per piatti
Se l'adesione sembra diminuire nel tempo anche usando l'IPA, si può pulire la piastra d'acciaio con qualche goccia di sapone per piatti e acqua calda (non bollente!). Questo non andrebbe fatto spesso, e non bisogna immergere completamente la piastra nell'acqua calda, ma dissolverà alcuni oli e zuccheri che si accumulano nel tempo e che l'IPA non rimuove. Assicurati di usare solo sapone per piatti e di asciugare bene la piastra prima di usarla.
Acetone
Il PEI può perdere il suo potere adesivo dopo qualche centinaio di ore. Quando si nota che i modelli si staccano regolarmente, si consiglia di pulire accuratamente la superficie con acetone per ripristinare la capacità di adesione. Questo dovrebbe essere usato solo con la piastra con PEI liscio e solo una volta al mese circa. Non utilizzare in modo eccessivo l'acetone. Un uso estensivo rende la superficie PEI fragile. Inoltre, non usare mai acetone prima di stampare con PETG.
Colla
La colla è un ottimo strumento di facile utilizzo per aumentare l'adesione. Crea anche uno strato protettivo di separazione. Non è necessario l'uso di una colla appositamente realizzata per la stampa 3D. È possibile utilizzare una semplice colla stick (a base di PVA). Dalla nostra esperienza, non è necessario quando si stampa PLA, ma può essere consigliabile quando si stampa:
- Poliammide (Nylon)
- PETG
- Policarbonato (PC)
- materiali a base di PET
- ABS
- ASA
- Altri materiali esotici
- Materiali flessibili
Ripristinare la superficie
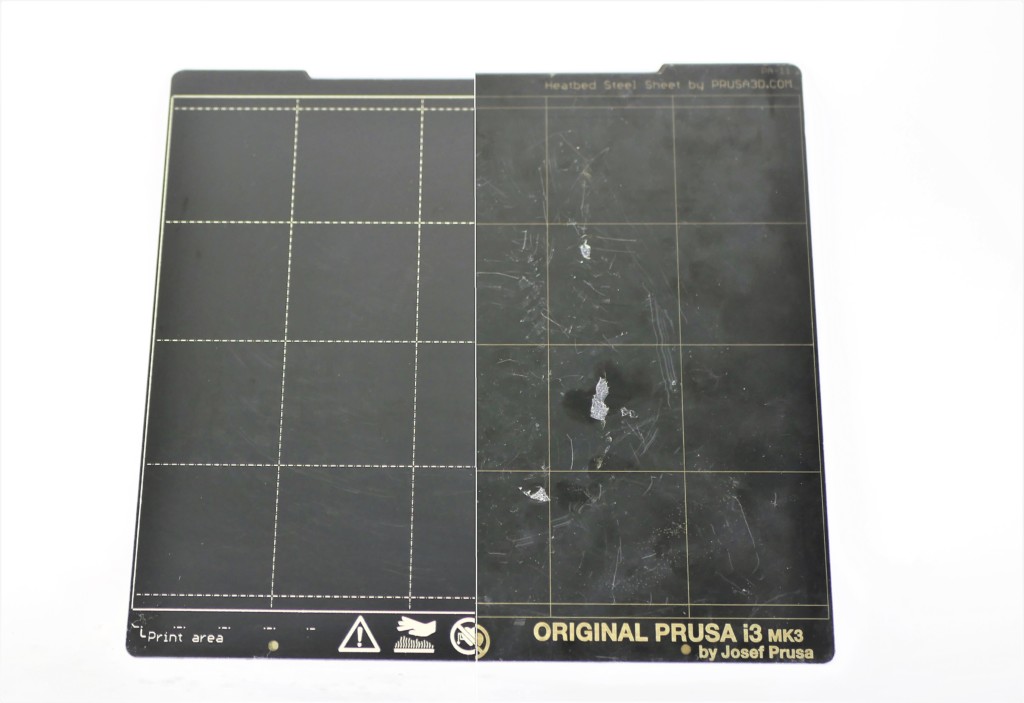
Può succedere che rimangano dei piccoli segni sulla superficie di stampa con l'ugello o con gli strumenti. In genere, saranno più lucidi del resto del tappetino. Ciò non influisce sulla funzionalità o sull'adesione. Tuttavia, se si vuole avere lo stesso aspetto superficiale su tutta la superficie di stampa, è possibile ripristinarla.
Il modo più semplice è quello di utilizzare il lato duro di una spugna da cucina asciutta e pulire delicatamente la zona interessata con un movimento circolare con alcune passate. Un'altra opzione è quella di utilizzare carta vetrata a grana fine (400-600) e sfregare leggermente il foglio. Dopo averlo fatto, pulire con IPA.
| Piastra con PEI liscio |
| Usare la colla stick nella stampa di FLEX, PETG, e altri materiali a base di PET, così come per ABS e ASA. IPA + PETG causerà un adesione molto forte sul piano. La rimozione potrebbe essere estremamente difficile. |
| Piastra testurizzata rivestita a polvere |
| Non usare mai acetone! |
| Piastra d'acciaio verniciata a polvere Satinata |
| Non usare mai acetone! |
Piastre di stampa speciali
Per le piastre di stampa NON lisce, satinate o testurizzate, la procedura di preparazione della superficie può variare a seconda della piastra di stampa. Seguire le procedure descritte nei rispettivi articoli.
L'ugello è troppo vicino/distante dal piano (MK2/S, MK2.5/S, MK3/S/+, MK3.5/S)
Se l'ugello è troppo vicino al piano di stampa, non ci sarà abbastanza spazio per far uscire la plastica dall'estrusore. Tenendo l'ugello troppo vicino alla superficie di stampa, si bloccherà essenzialmente la sua apertura, impedendo così che la plastica possa essere estrusa. Si può facilmente riconoscere questo problema quando la stampante non estrude la plastica per il primo strato o due. Utilizzare la funzione Live adjust Z e le istruzioni Calibrazione primo layer (i3) per regolare l'altezza dell'ugello.
Si esegue la calibrazione da Menù LCD – > Calibrazione –> Calibrazione primo layer. Per maggiori informazioni su questa procedura, consultare l'articolo dedicato Calibrazione primo layer (i3).
Velocità e temperatura
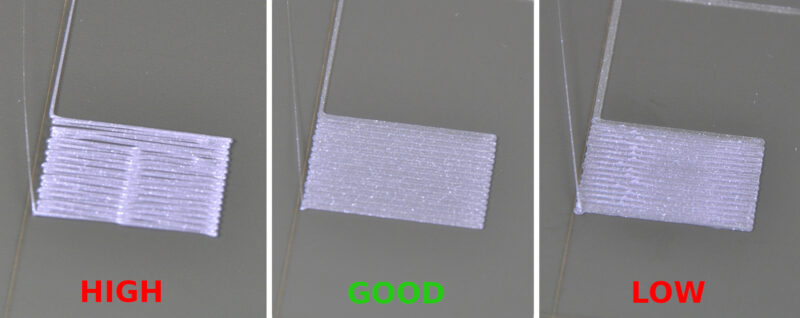
Diminuire la velocità di stampa
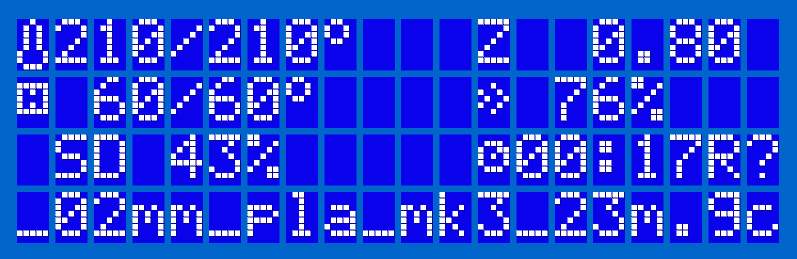
Se i passi descritti sopra non sono stati d'aiuto, provare a diminuire la velocità di stampa. Il modo più semplice per farlo è quello di ruotare la manopola durante il processo di stampa, diminuendo la percentuale. In senso antiorario = diminuire la velocità, in senso orario = aumentare la velocità. Suggeriamo di diminuire la velocità a circa il 75% per i primi tre strati, poi di riportarla a livello normale.
Utilizzare le temperature di stampa consigliate
Accertarsi di utilizzare le temperature di ugello e piano riscaldato consigliate. PrusaSlicer le configurerà correttamente in base al materiale selezionato, in modo da non dover regolare manualmente le temperature sulla stampante stessa. Se si sperimentano nuovi materiali che non aderiscono bene, si può provare ad aumentare la temperatura del piano termico di 5-10 °C. In questo modo la plastica si attaccherà un po' meglio.
Otturazione parziale o totale
L'estrusore potrebbe essere otturato. Questo può accadere sia quando un eccesso di detriti rimane bloccato all'interno dell'ugello, sia quando la plastica calda viene tenuta all'interno dell'estrusore per troppo tempo, sia quando il raffreddamento dell'estrusore non è sufficiente e il filamento inizia ad ammorbidirsi all'esterno della zona di fusione desiderata. Vedi il nostro articolo dedicato Ugello/hotend otturato (MK3.5/S, MK3S+, MK2.5S).
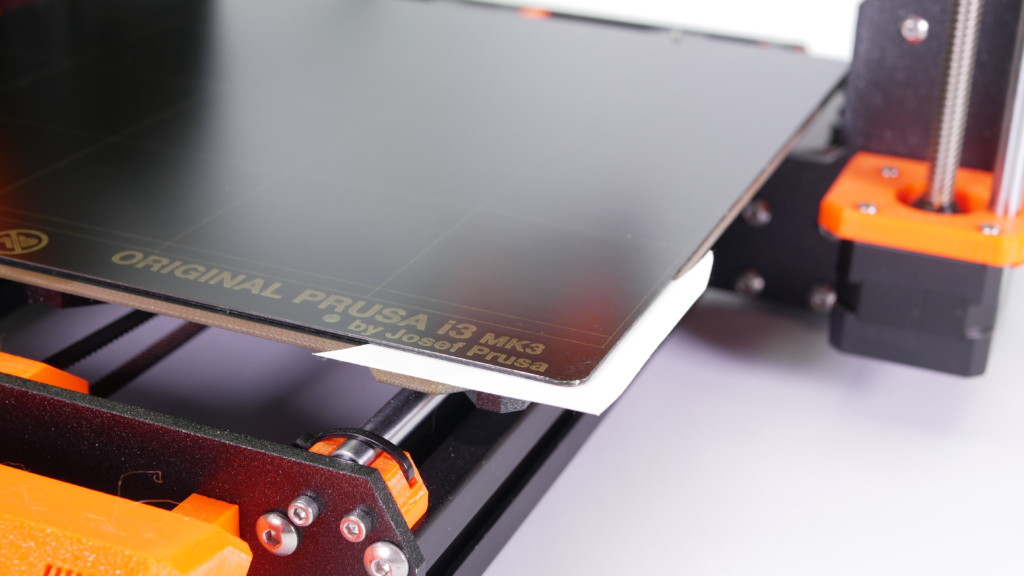
Superficie irregolare
Se la superficie di stampa non è piana e l'allineamento della griglia piano non aiuta, per ottenere una superficie di stampa piana, una soluzione temporanea è quella di aggiungere un pezzo di carta sotto l'area irregolare della piastra d'acciaio. Una soluzione più permanente sarebbe quella di eseguire il firmware Correzione Livello Piano.
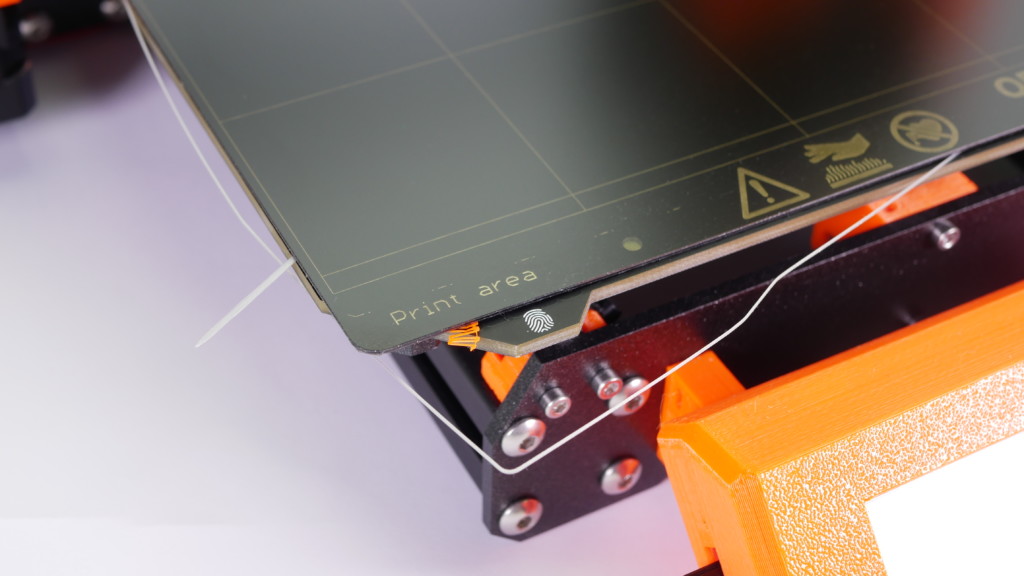
Piastra posizionata correttamente
Prima di stampare, assicurati che la piastra di stampa sia installata correttamente e che non ci siano residui della stampa precedente o pezzi di filamento liberi che potrebbero influire sulla posizione della piastra. Inoltre, assicurati che la piastra sia dritta e non piegata o danneggiata.
Brim
Prima di considerare l'applicazione di materiali di adesione aggiuntivi sul piano, valuta la possibilità di utilizzare l'opzione Brim di PrusaSlicer, che aumenta la superficie del primo layer. Consulta il nostro articolo dedicato Skirt e Brim.
Giunti di Espansione (CORE One, MK4/S, MK3.9/S, MK3.5/S)
L'orientamento sbagliato dei giunti di espansione può causare un primo layer non uniforme. Assicurati che tutti i Magibox abbiano il lato pieno rivolto verso il centro del carrello.
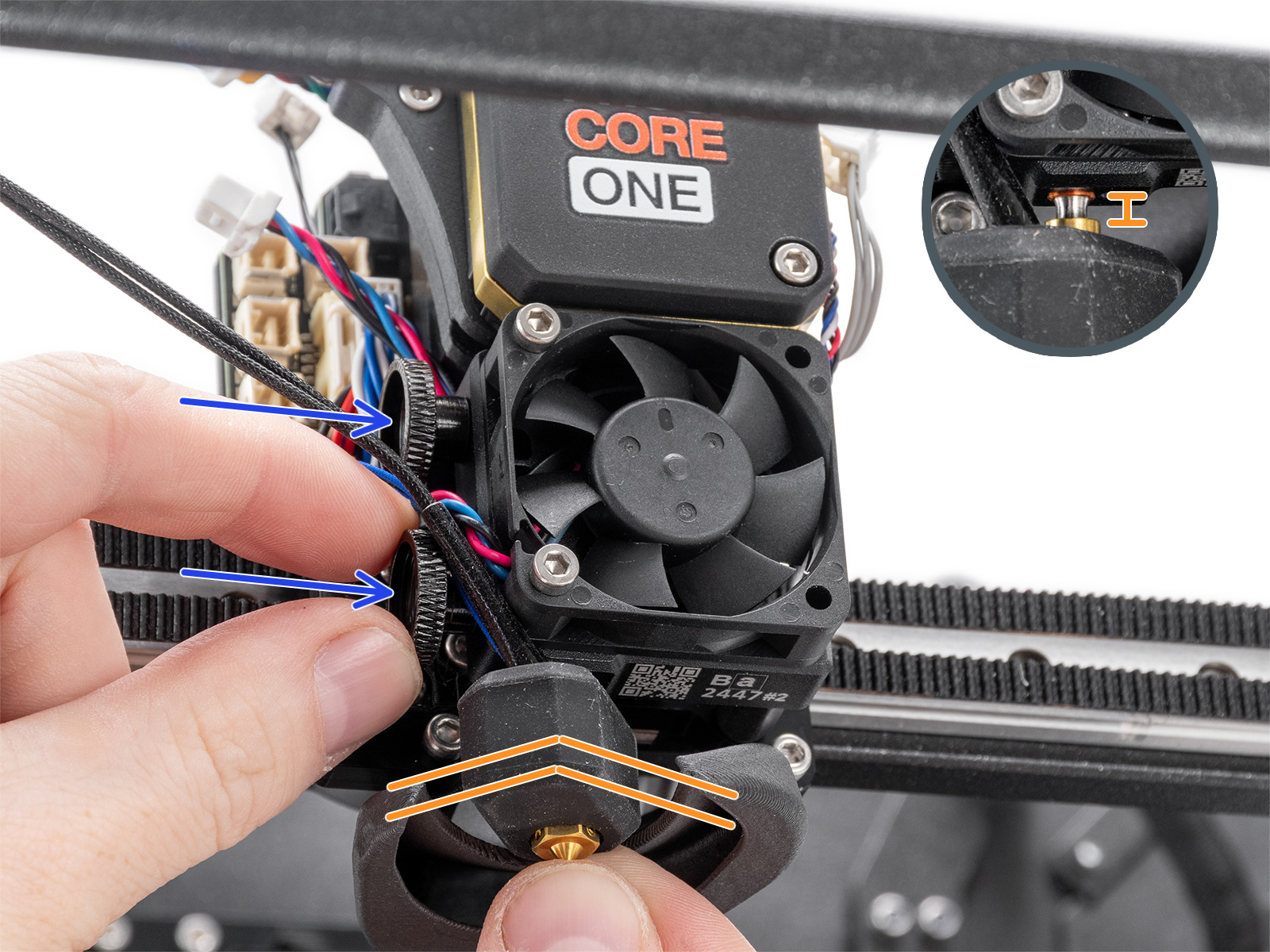
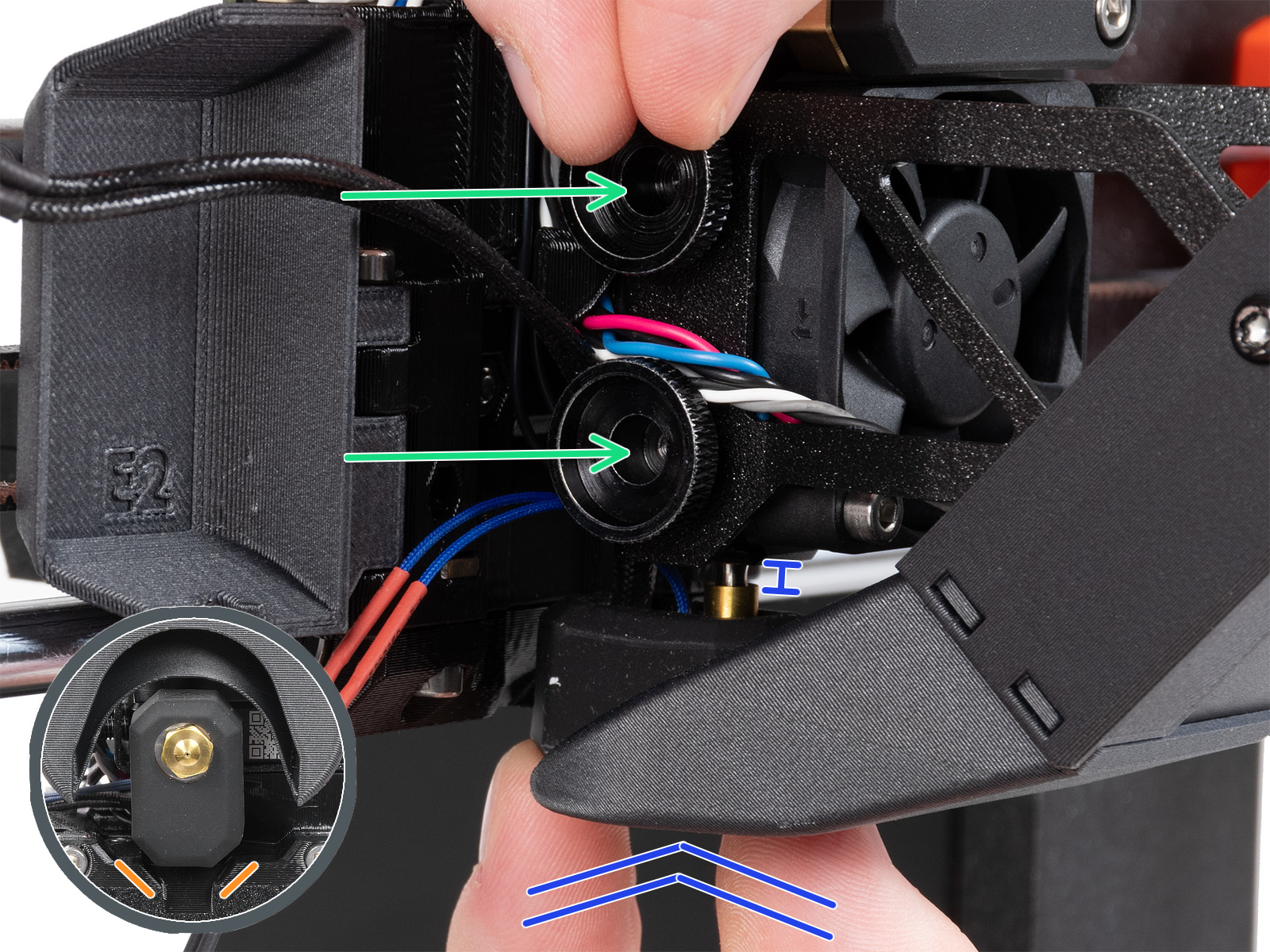
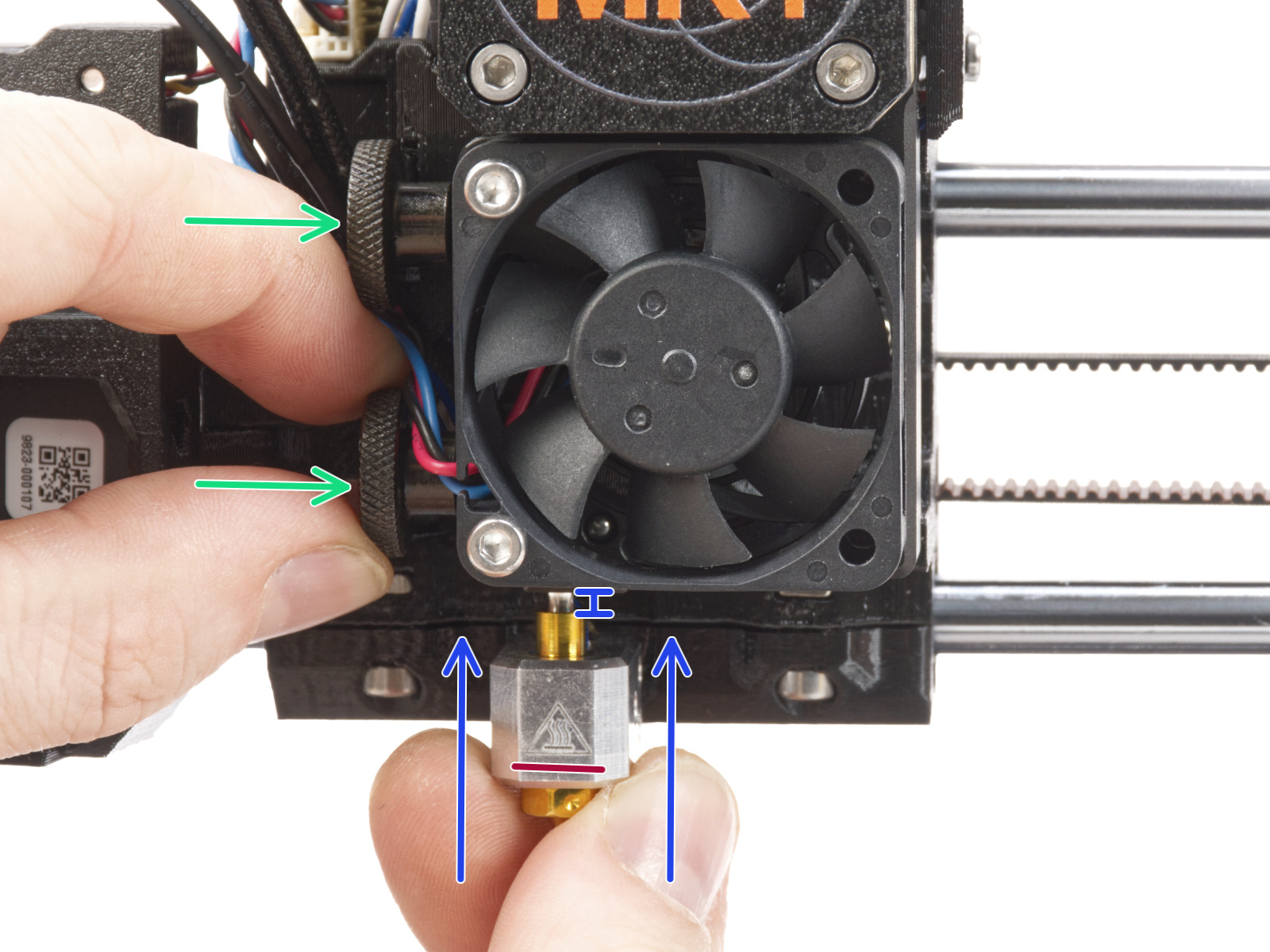
Condizioni dell'ugello (CORE One, MK4/S, MK3.9/S)
L'ugello del Nextruder deve essere all'altezza corretta. Se non sei sicuro che l'altezza sia corretta, allenta le viti a testa zigrinata sul lato dell'heatbreak e spingi l'ugello verso l'alto. Stringi le viti a testa zigrinata a mano, senza utilizzare alcuno strumento.
Se hai un Adattatore per ugelli, ricontrolla l'installazione per assicurarti che l'ugello non si sia abbassato durante l'installazione dell'adattatore.
 Prusa CORE One
Prusa CORE One
 |  |
| Original Prusa MK4S, MK3.9S | Original Prusa MK4, MK3.9 |
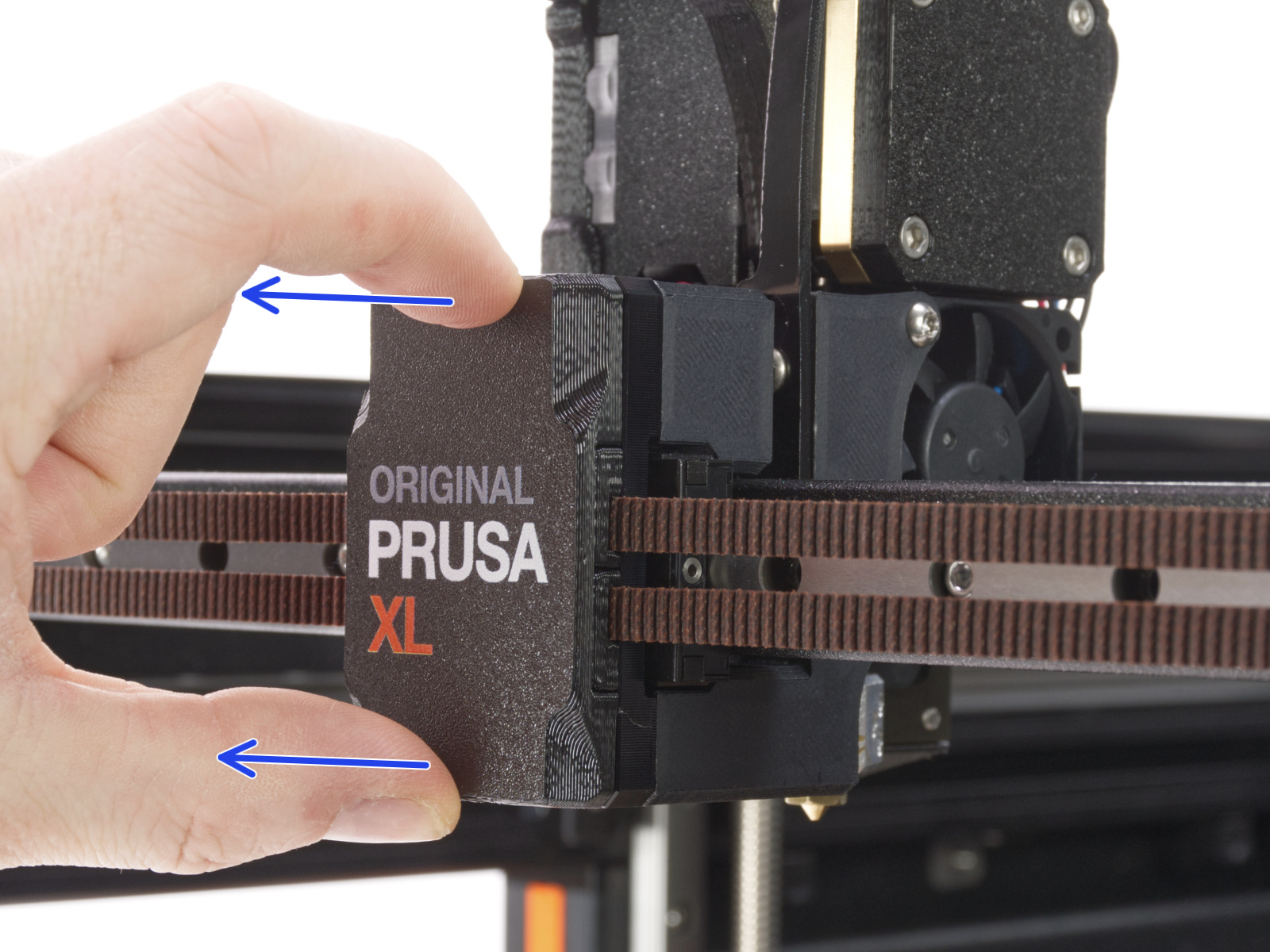
Condizioni dell'ugello (XL)
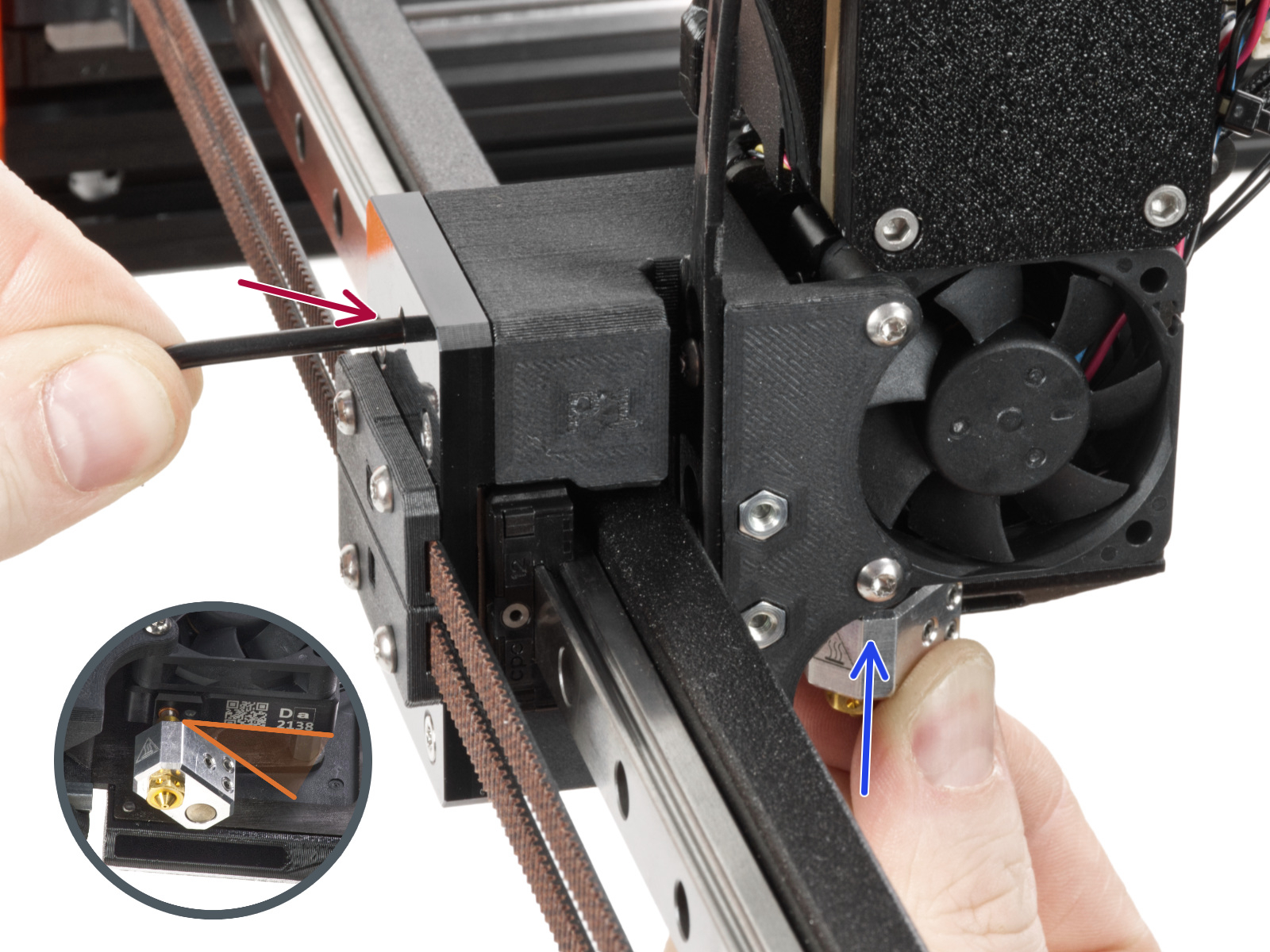
Sulla XL a strumento singolo, dopo aver rimosso la copertura del carrello X, tenere il blocco del riscaldatore (assicurarsi che l'ugello non sia riscaldato!), e usare la chiave Torx TX8 come mostrato nella figura per serrare la vite di arresto. Non esercitare una forza eccessiva durante il serraggio per non danneggiare il tubo dell'hotend. L'ugello deve trovarsi approssimativamente ad un angolo di 35°-40° per evitare di danneggiare i cavi dell'hotend.
 |  |
Su XL multi-tool, identificare lo Strumento che ha l'ugello da controllare e parcheggiarlo. Tenere il blocco del riscaldatore (accertarsi che l'ugello non sia riscaldato!), e utilizzare la chiave Torx TX8 nella parte mostrata nell'immagine per serrare la vite di arresto. Non esercitare una forza eccessiva durante il serraggio per non danneggiare il tubo dell'hotend. L'ugello deve avere un'angolazione di circa 35°-40° per evitare di danneggiare i cavi dell'hotend.

Controllo della Cella di Carico (CORE One, MK4/S, MK3.9, XL)
Se il filamento viene caricato durante il livellamento della stampante all'inizio della stampa, controlla che l'estrusore non stia tirando il filamento verso il basso sciogliendo un po' la bobina del filamento. Se il filamento viene alimentato da un tubo in PTFE, assicurati che il tubo non sia troppo corto.
Dopo i controlli precedenti, vai nel menu della stampante alla voce Controllo -> Calibrazioni e test -> Test cella di carico, ed esegui il test della cella di carico seguendo le istruzioni sullo schermo.
Controlli meccanici (XL)
Core XY
Se su Original Prusa XL il primo layer presenta un lato più spesso rispetto agli altri, controllare l'assemblaggio del Core per verificare che non vi siano viti allentate che tengono il Core ai quattro profili estrusi. Inoltre, utilizzare l'indicatore di coppia, disponibile per la stampa nella pagina XL printable parts, nella cartella Others , per verificare che le viti siano serrate correttamente.
 |  |
Piastrelle piano riscaldato
Controllare se le viti sotto le piastrelle del piano riscaldato sono allentate. Per accedere alle parti e controllarle, è possibile consultare la guida alla sostituzione delle piastrelle del piano riscaldato.
 | 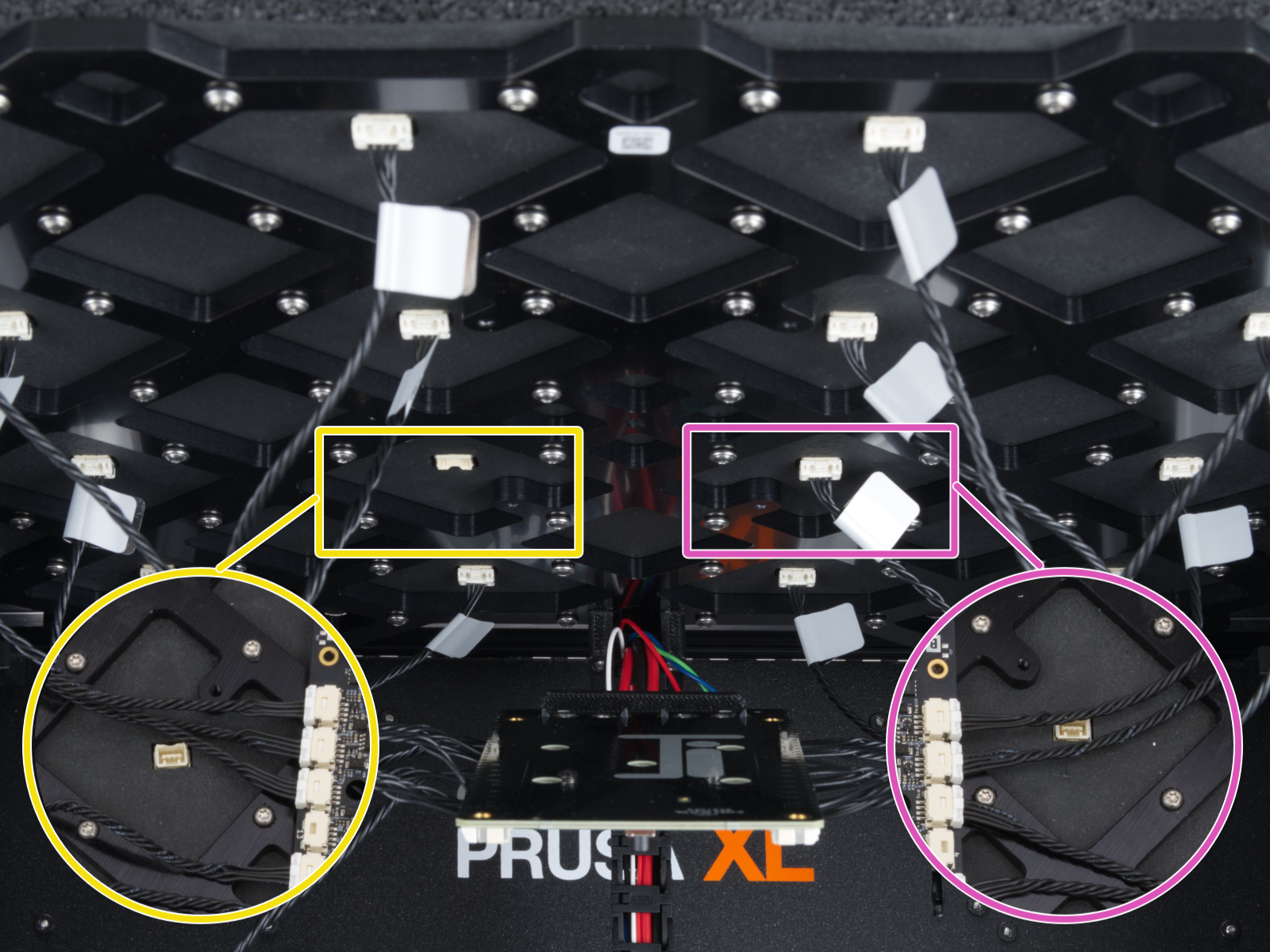 |
| Le piastrelle, escluse le 4, 5, 12 e 13, possono essere controllate senza smontaggio. | Le piastrelle 4, 5, 12 e 13 richiedono la rimozione del piano modulare o della sua copertura per accedere ai bulloni. |
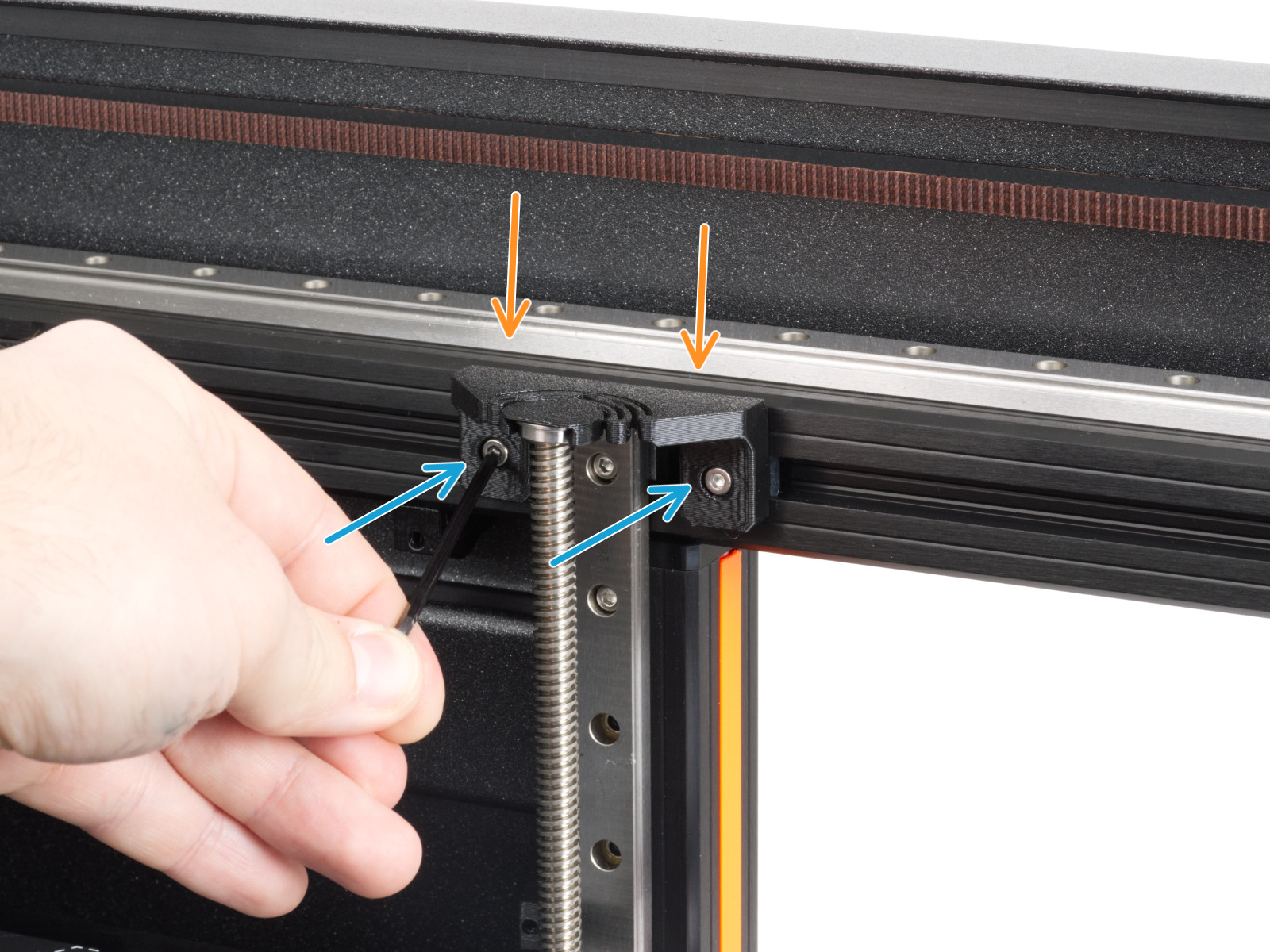
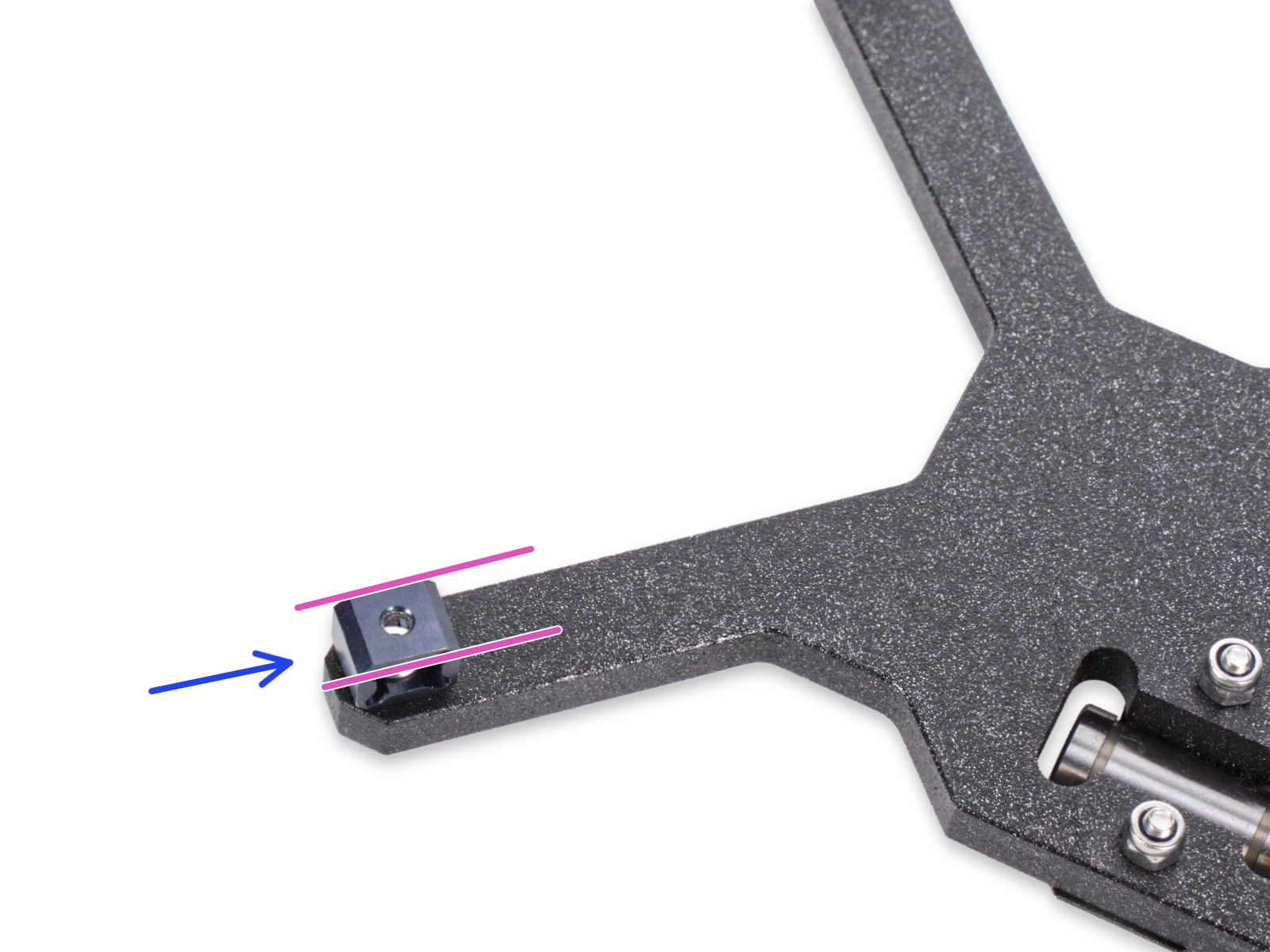
Alloggiamento del cuscinetto dell'asse Z
Gli alloggiamenti dei cuscinetti dell'asse Z fungono da fine corsa per l'asse Z. È importante che vi sia un piccolo spazio tra gli alloggiamenti dei cuscinetti dell'asse Z e il telaio del piano riscaldato quando la stampante si trova nella posizione superiore.
In questo modo, durante il livellamento del piano e le procedure di autohome, è possibile ottenere un contatto minimo ideale tra l'ugello e la superficie di stampa.
Una distanza troppo ridotta può causare la comparsa del messaggio di avviso Pulizia ugello non riuscita. In questo caso, per ottenere la distanza ideale, allenta leggermente i bulloni che fissano gli alloggiamenti dei cuscinetti in posizione.
Se il messaggio di avviso continua a comparire, allentare leggermente i bulloni indicati, tenendo presente che gli alloggiamenti dei cuscinetti dell'asse Z devono essere adeguatamente serrati e mantenuti in posizione.
Una volta trovata la tensione ideale per i bulloni che funziona e mantiene in posizione gli alloggiamenti dei cuscinetti dell'asse Z, mantenere la modifica permanente.