- English
- Čeština
- Italiano
- Deutsch
- Polski
- Home
- Calibration
- Calibration de base
- Calibration manuelle du multi-outils (XL)
Calibration manuelle du multi-outils (XL)
- Calibration de base
- Échec de la calibration Z (MK3S/MK2.5S)
- Calibration de la première couche (i3)
- Calibration de la première couche (MINI/MIN+)
- Réinitialisation complète du système Original Prusa i3
- Alignement du réducteur (MK4)
- Tension de la vis de la roue libre
- Ajuster Z en direct
- Mesh bed leveling
- Réglage et Inspection de la MMU2S
- Installation et inspection du MMU3
- Calibration manuelle du multi-outils (XL)
- Procédure
- Selftest (SL1)
- Échec du selftest (MINI/MINI+)
- Échec du selftest (MK2/S, MK2.5, MK2.5S)
- Échec du selftest (MK3.5)
- Échec du selftest (MK3/MK3S/MK3S+)
- Échec du Selftest (MK4)
- Calibration en température
- Calibration XYZ (MK2.5/MK2.5S)
- Calibration XYZ (MK2/S)
- Calibration XYZ (MK3/MK3S/MK3S+)
- Détails de la Calibration XYZ
- Calibration avancée
- Messages d'Erreur de Calibration
La calibration manuel du multi-outils pour les versions multi-outils de l'Original Prusa XL peut être fait pour s'assurer que la calibration du décalage des outils a fonctionné correctement et pour affiner le décalage pour chaque outil. Cette calibration est également recommandée après un crash de buse ou si une buse personnalisée est utilisée. Nous avons préparé un G-Code de test spécifique pour les versions à double têtes et à cinq têtes, conçu pour couvrir les erreurs de décalage jusqu'à +/- 1 mm.
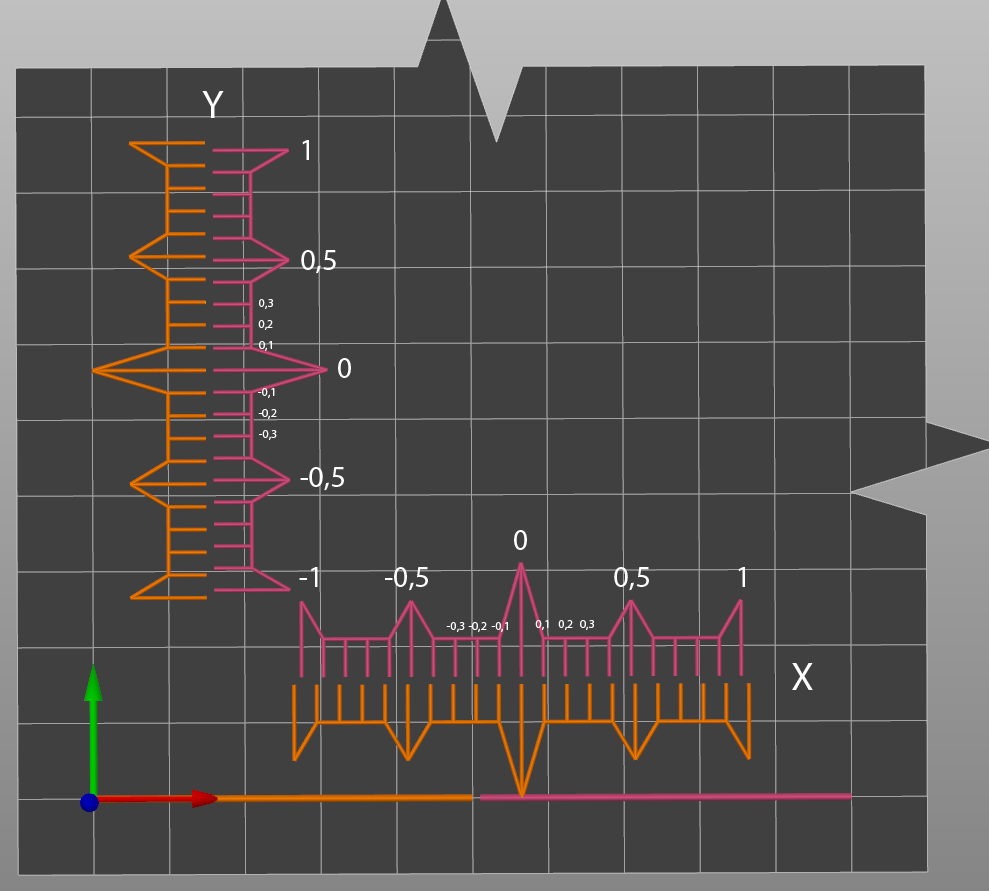
L'impression comporte deux zones étiquetées X et Y, chacune avec un peigne pour chaque outil, à l'exception de l'outil 1. Pour chaque peigne, trouvez les deux marques dans chaque zone qui sont les plus alignées avec le peigne imprimé avec l'outil 1 et lisez leurs valeurs.
La marque la plus grande représente 0 et les marques moyennes représentent 0,5 mm.
Dans la visualisation suivante du G-Code de calibration à 2 outils, les parties orange sont imprimées avec l'outil 1, et les pièces magenta avec l'outil 2.
 |  |
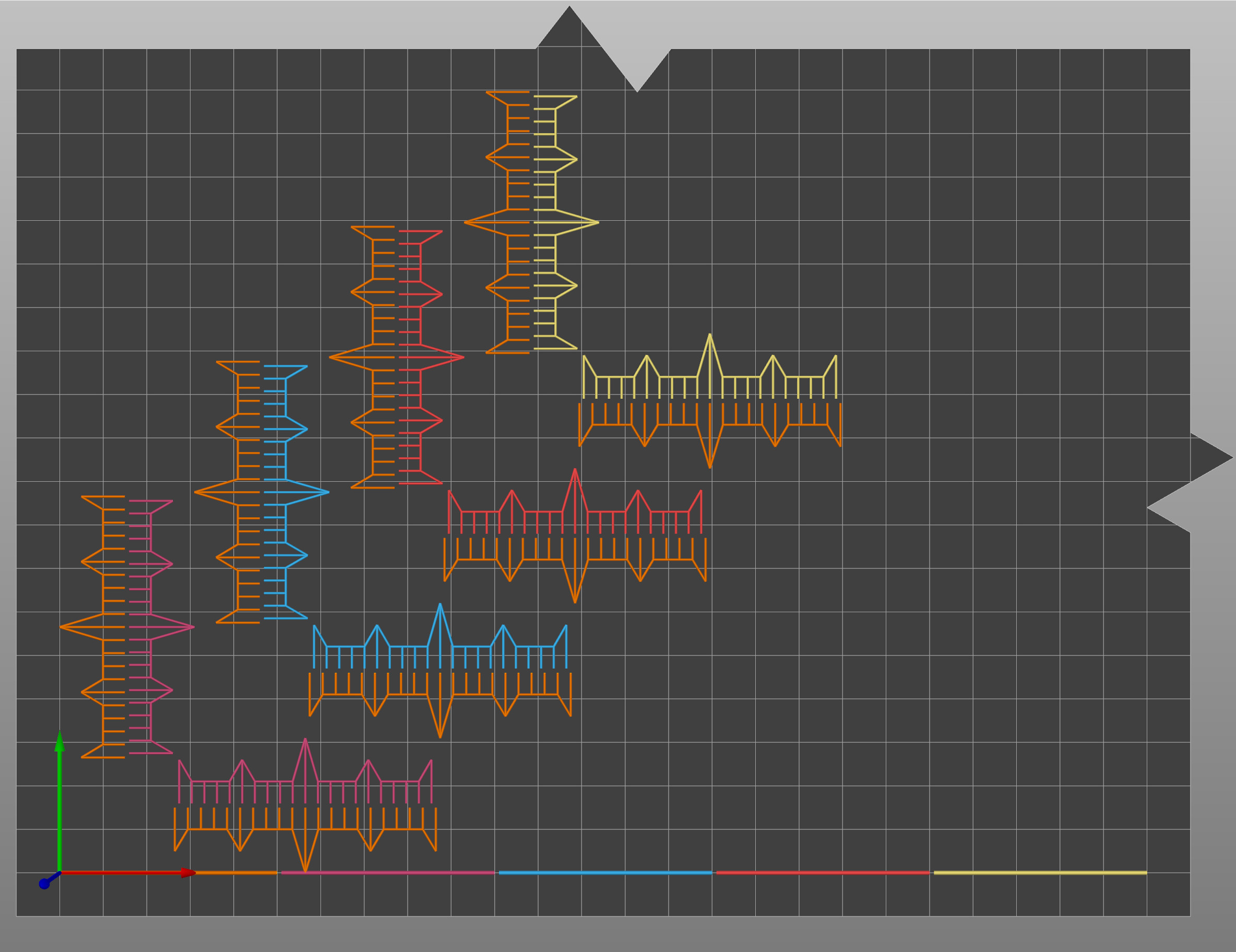
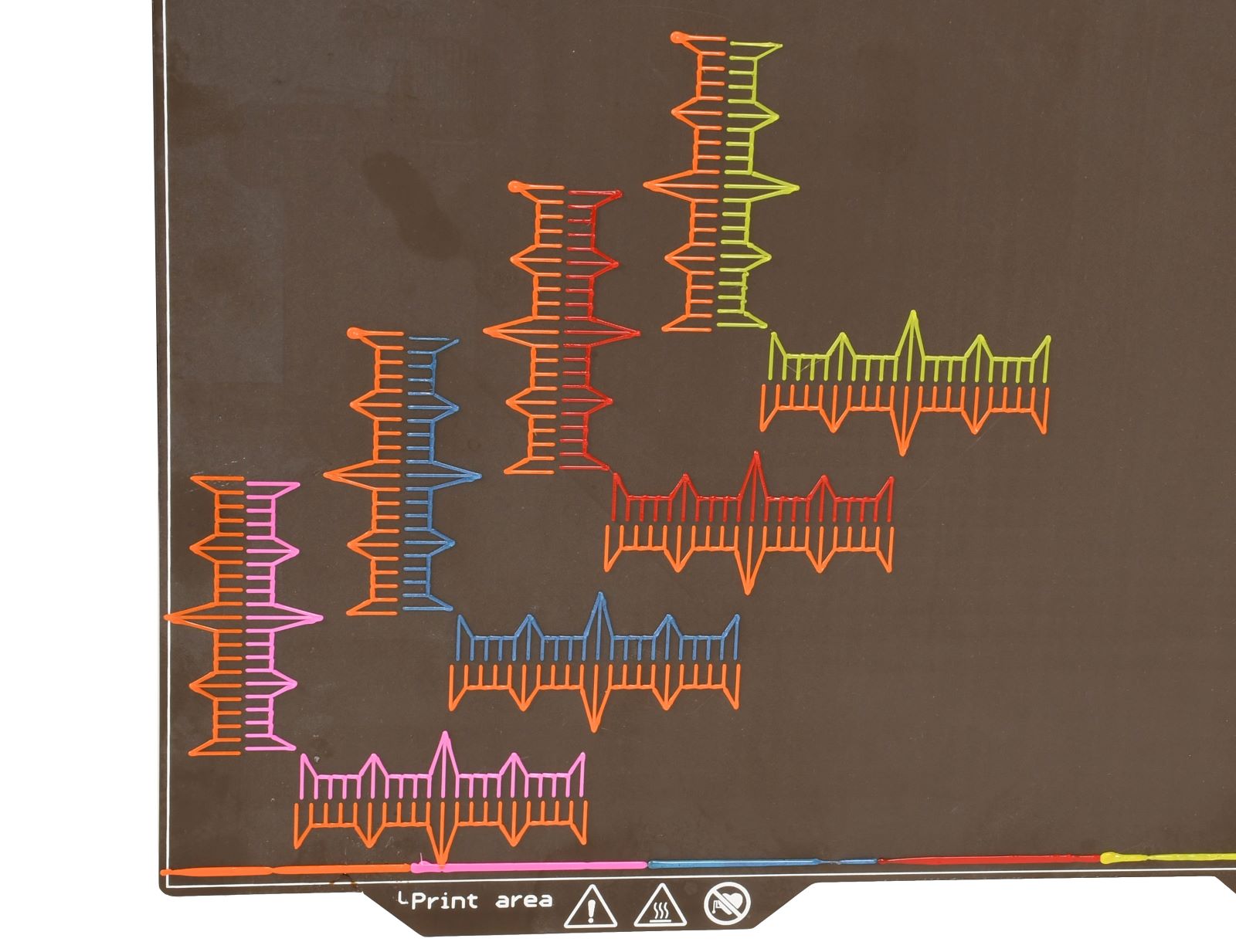
Le G-Code de calibration à 5 outils a les mêmes propriétés, mais il a quatre peignes par axe. Chaque décalage d'outil est comparé à l'outil 1.
 |  |
Procédure
- Imprimez le modèle. Utilisez l'un des GCodes, pour imprimer en PLA, en fonction du nombre d'outils.
- Une fois l'impression terminée, retirez la plaque d'acier avec l'impression toujours en place et observez les marques. Si vous avez un doute entre deux marques, choisissez leur valeur moyenne (par exemple, si 0mm et +0,1mm sont presque alignés, alors choisissez un décalage de +0,05mm).
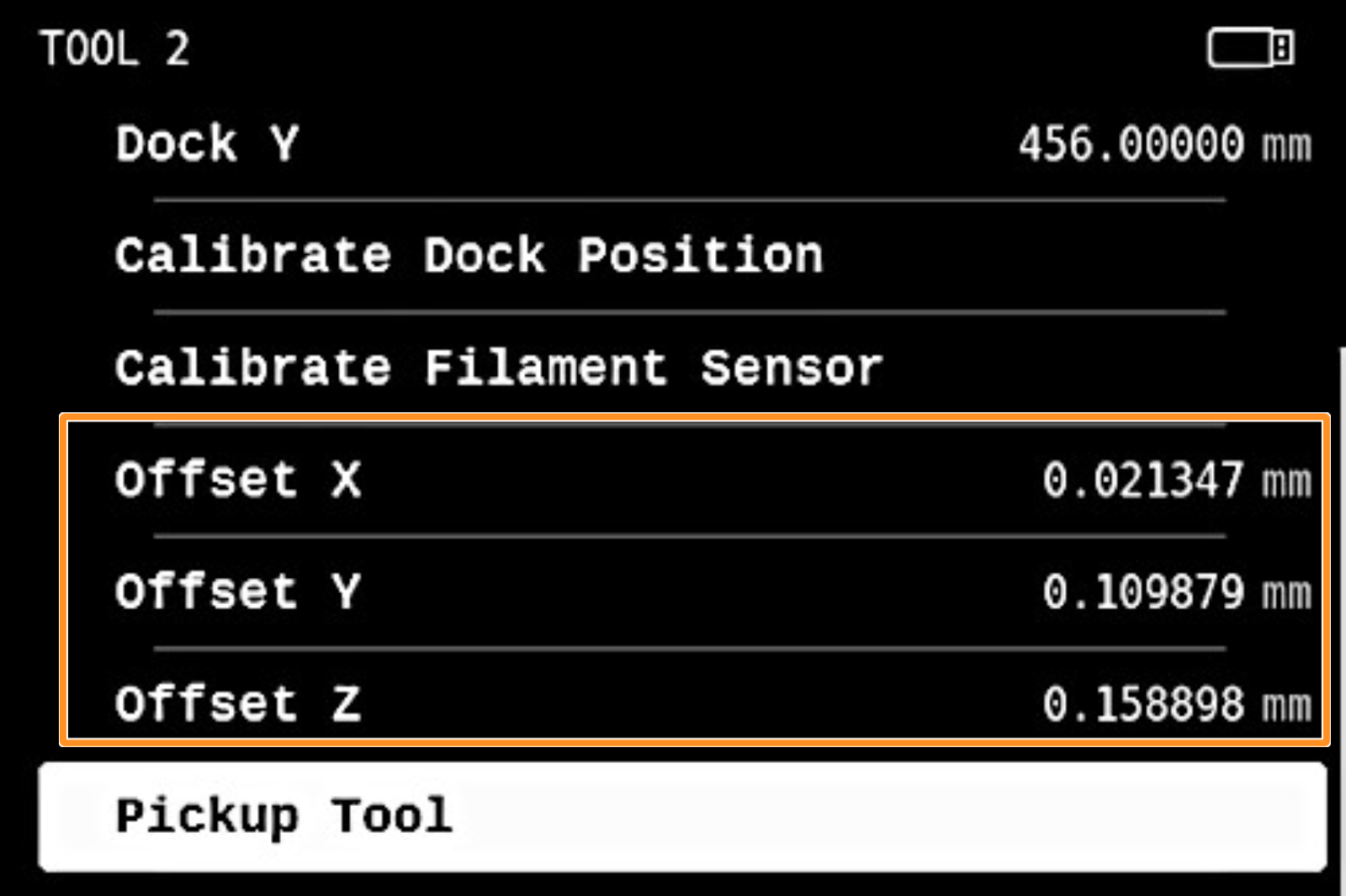
- Ajustez les décalages en ajoutant le décalage mesuré au décalage déjà affiché pour l'outil sélectionné dans Menu LCD -> Réglages -> Outil -> Outil # (le numéro de l'outil s'affiche à la place de #). Par exemple, l'ajout de 0,05 mm au décalage X dans la capture d'écran donnerait une valeur finale de 0,071347 mm.
Pour l'outil 1, la valeur de décalage n'est pas affichée, car elle est toujours définie sur zéro.
- Après avoir corrigé les décalages, retirez tous les petits résidus de plastique des rails linéaires et des courroies pour éviter d'affecter la position d'origine. Retirez l'impression de la plaque d'acier et imprimez à nouveau ce test pour vérifier l'alignement.
Commentaires


Vous avez encore des questions ?
Si vous avez une question sur un sujet qui n'est pas traité ici, consultez nos ressources supplémentaires.
Et si cela ne suffit pas, vous pouvez envoyer une demande à [email protected] ou via le bouton ci-dessous.