La calibrazione manuale del multi-tool per le versioni di Original Prusa XL con più strumenti può essere eseguita per assicurarsi che la calibrazione dell'offset dello strumento abbia funzionato correttamente e per mettere a punto l'offset di ogni strumento. Questa calibrazione è consigliata anche dopo un crash dell'ugello o se si utilizza un ugello custom. Abbiamo preparato un G-Code di prova specifico per le versioni a due e cinque testine, progettato per rilevare errori di offset fino a +/-1 mm.
La stampa ha due zone etichettate X e Y, ciascuna con un pettine per ogni strumento, escluso lo Strumento 1. Per ogni pettine, individuare i due segni in ciascuna zona che sono più allineati con il pettine stampato con lo Strumento 1 e leggerne i valori.
Il segno più grande rappresenta 0 e i segni medi rappresentano 0,5 mm.
Nella seguente visualizzazione del G-Code di calibrazione a 2 strumenti, le parti arancioni sono stampate con lo strumento 1, e quelle magenta con lo strumento 2.
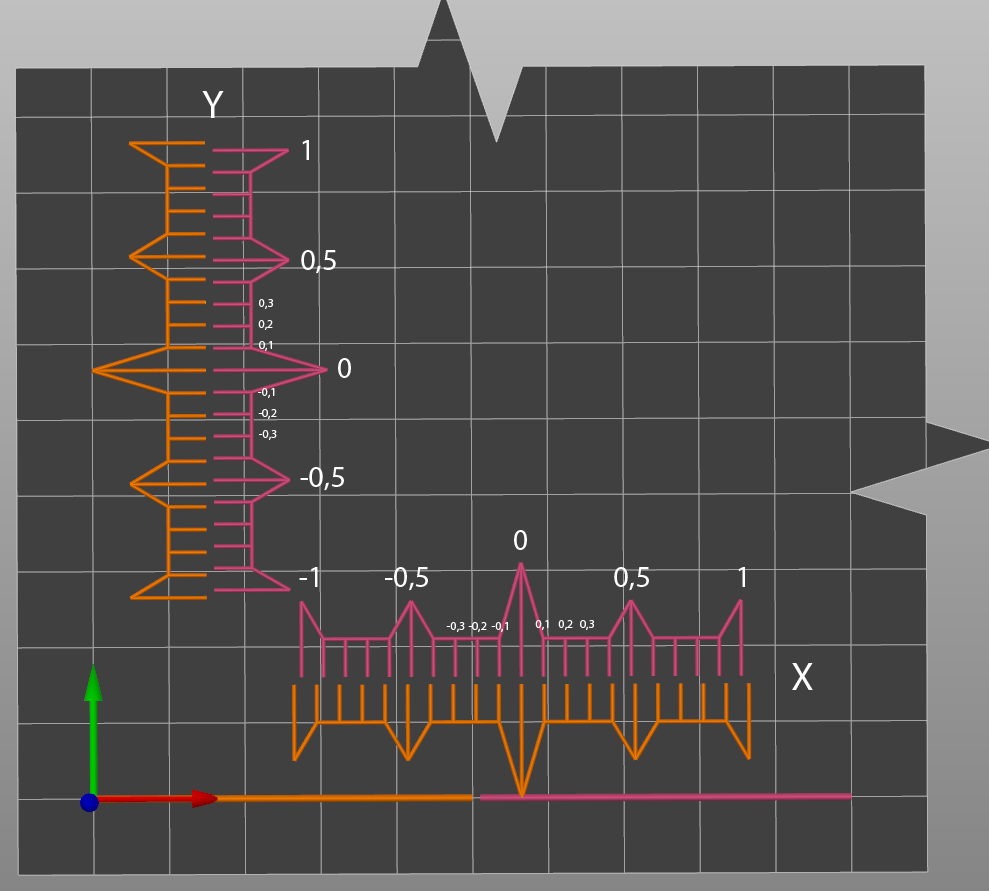 | 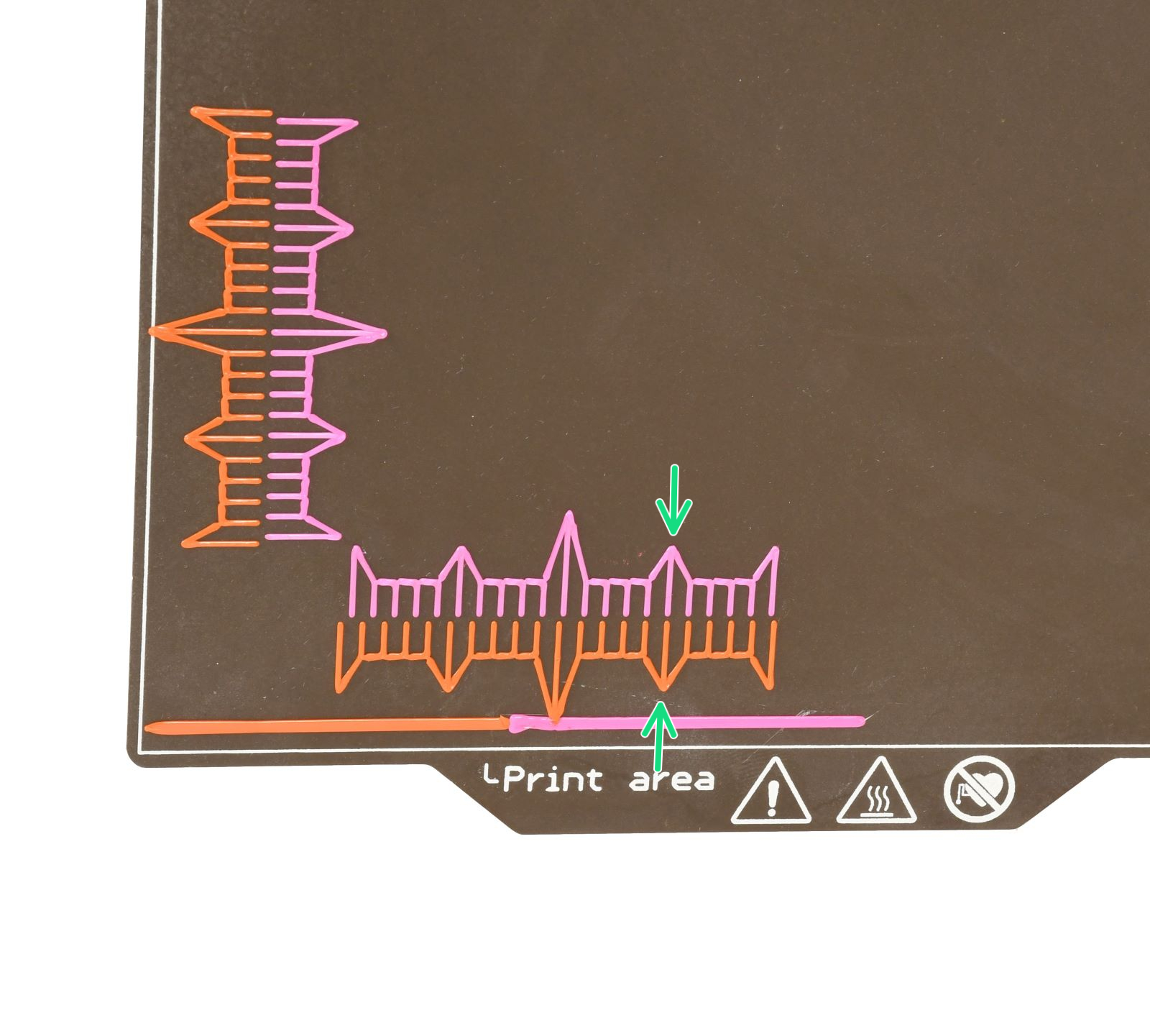 |
Nell'immagine di esempio sul lato destro, i segni più allineati corrispondono a un offset X di +0,5 mm.
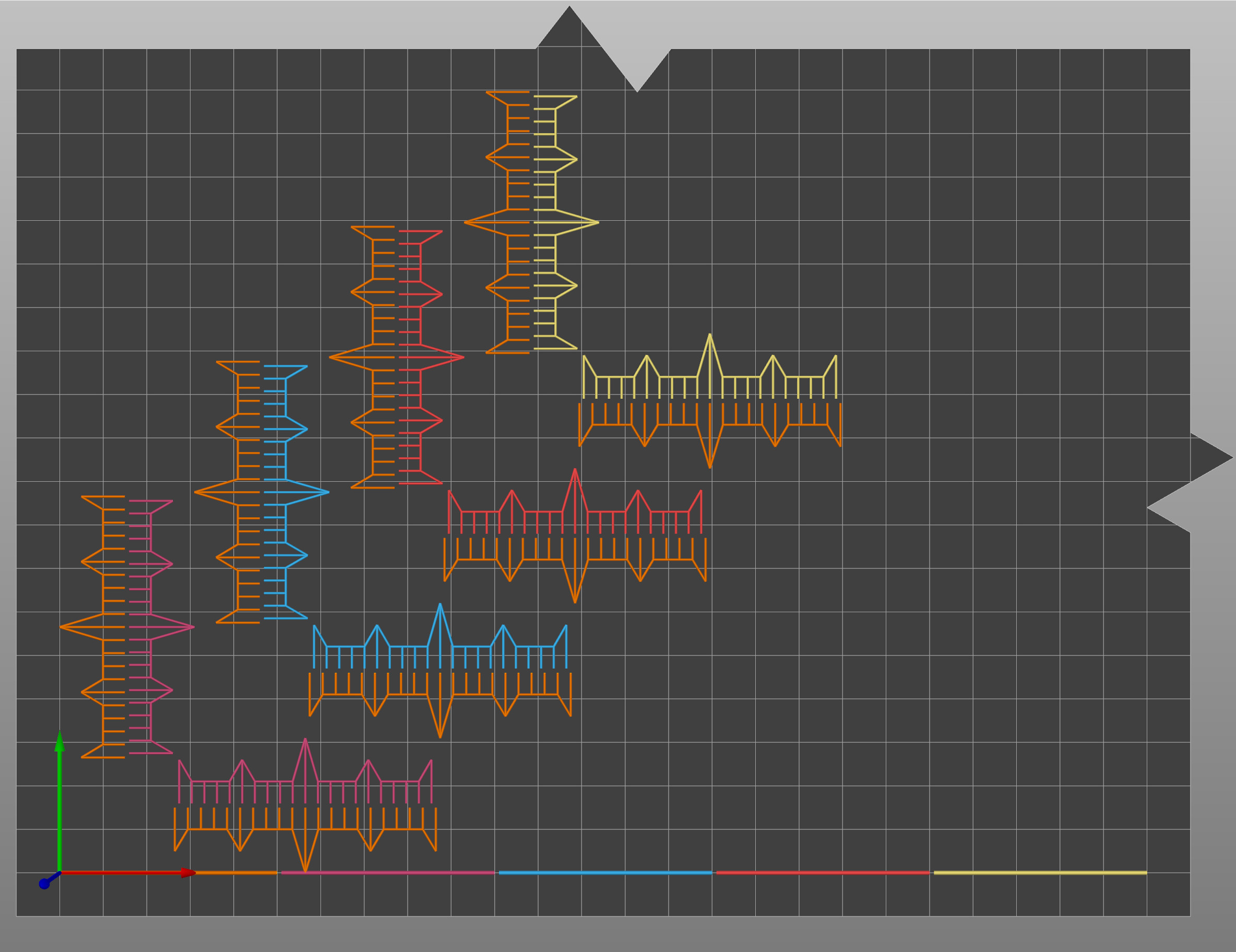
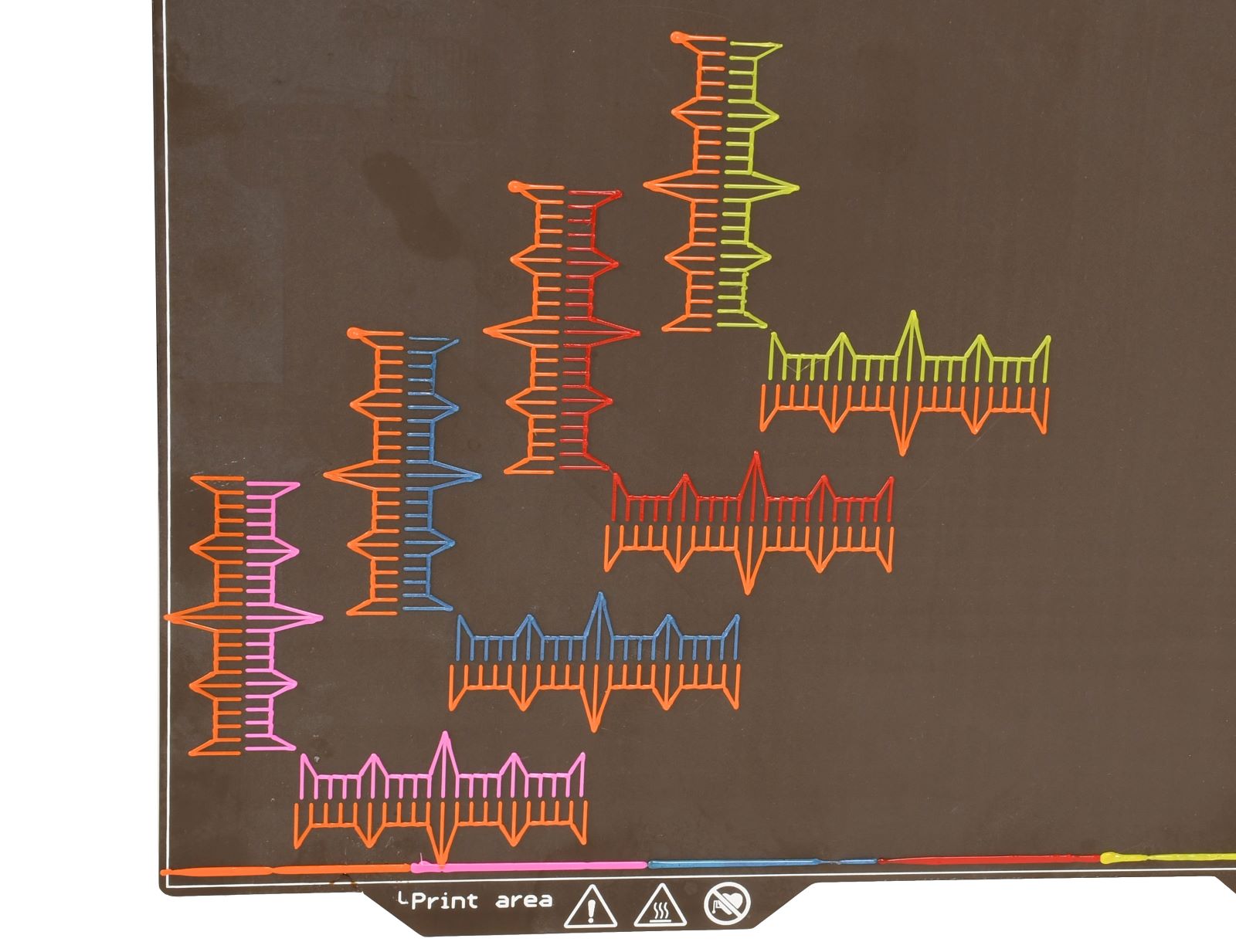
Il G-Code di calibrazione a 5 strumenti ha le stesse proprietà, ma ha quattro pettini per asse. L'offset di ogni utensile viene confrontato con lo Strumento 1.
 |  |
Procedura
- Stampare il modello. Utilizzare uno dei G-Code e stampare in PLA, a seconda del numero di strumenti.
- Al termine della stampa, rimuovere la piastra di acciaio con ancora la stampa e osservare i segni su ogni coppia di pettini.
- Trova i segni più allineati per ogni coppia e leggi il loro valore. In caso di dubbi tra due segni, scegliere il loro valore medio (ad esempio, se 0 mm e +0,1 mm sono entrambi quasi allineati, scegliere un offset di +0,05 mm).
- Regolare gli offset aggiungendo l'offset misurato all'offset già mostrato per l'utensile selezionato in Menu LCD -> Impostazioni -> Strumento -> Strumento # (il numero dell'utensile è mostrato al posto di #). Ad esempio, aggiungendo 0,05 mm all'offset X nella schermata si ottiene un valore finale di 0,071347 mm.
Per lo Strumento 1 il valore di offset non viene mostrato, poiché è sempre impostato su zero.

- Dopo aver corretto gli offset, rimuovere eventuali piccoli residui di plastica dalle guide lineari e dalle cinghie per evitare di influenzare la posizione di homing. Rimuovere la stampa dalla piastra di acciaio e stampare nuovamente il pezzo di prova per verificare l'allineamento.