La technique de 'traction à froid' (cold pull) vous permet de nettoyer la buse et la hotend de votre imprimante de tout matériau qui pourrait être coincé ou brûlé à l'intérieur. Vous pouvez également l'utiliser pour nettoyer votre hotend pendant votre routine d'entretien habituelle. À partir du firmware 6.0.0 sur les MK4/S et MK3.9/S, et à partir du firmware 6.1.3 sur la XL, l'imprimante effectuera le processus automatiquement.
La traction à froid doit être effectuée si votre buse est partiellement obstruée, et que du filament s'extrude malgré tout. Si la buse est complètement bouchée, veuillez consulter l'article hotend bouchée pour les MK4/MK3.9, ou pour la XL.
Nos tests ont montré que le PLA fonctionne mieux pour une traction à froid, car les autres filaments ne retiennent pas la pointe comme le fait le PLA et ils se déchireront ou fondront trop. Cependant, il existe des filaments spécialement conçus pour le nettoyage des hotends.
Traction à froid automatique
Ayez au moins 30 cm de PLA à disposition lors de la réalisation de cette procédure. Sur la XL multi-outils, choisissez l'outil souhaité. Allez dans le Menu LCD -> Contrôle -> Saisir/Stationner l'Outil -> Saisir Outil #.
Ensuite, accédez au Menu LCD -> Contrôle -> Traction à froid.
Sur les MK4/S et MK3.9, vous verrez les options : décharger le filament actuel (recommandé si vous avez un filament autre que du PLA chargé), charger le filament PLA et continuer avec le filament chargé (utilisez-la uniquement si le filament chargé est du PLA).
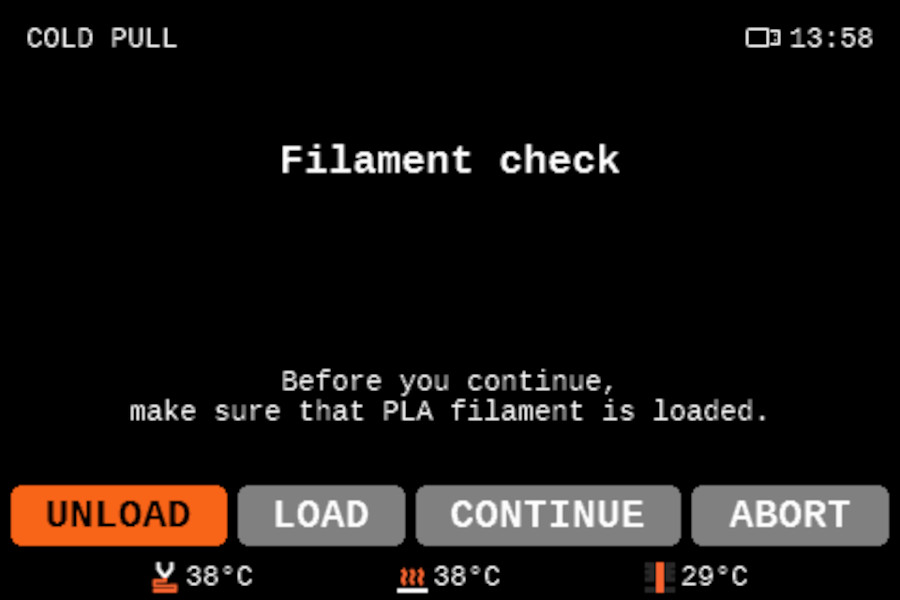 Capture de l'écran pour les MK4/S, MK3.9/S
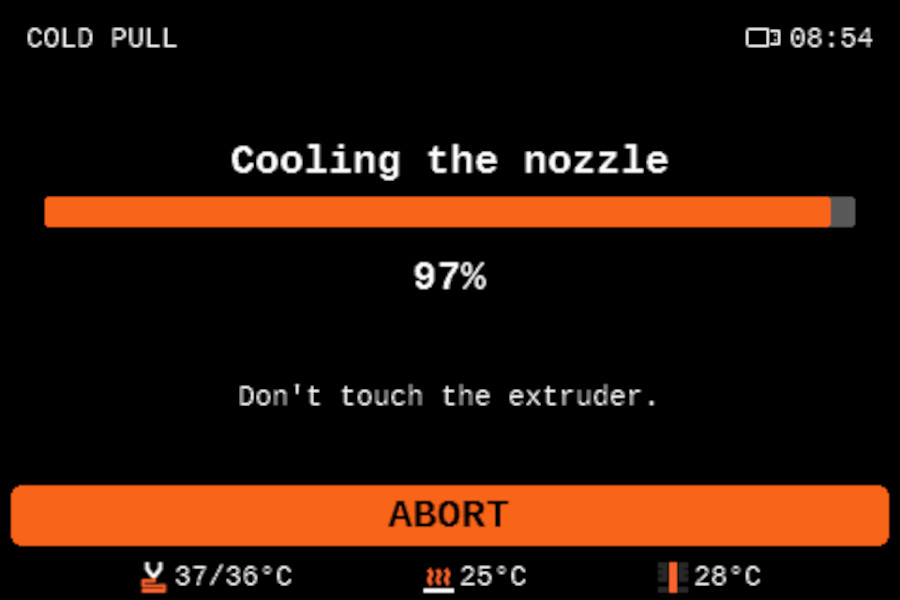
Capture de l'écran pour les MK4/S, MK3.9/S
Sur la XL, il faut charger le filament directement dans le Nextruder. Pour cette raison, avant de continuer, déchargez le filament. Appuyez ensuite sur la pièce bleue du raccord et retirez le tube PTFE de la tête de l'outil. Après cela, chargez le filament PLA directement dans le Nextruder.
 |  |
Si la buse est chauffée, l'imprimante attendra qu'elle refroidisse à 36 ºC. Ensuite, elle chauffera l'imprimante à 80 ºC. Après cela, l’imprimante déchargera automatiquement le filament à cette température.
 |  |
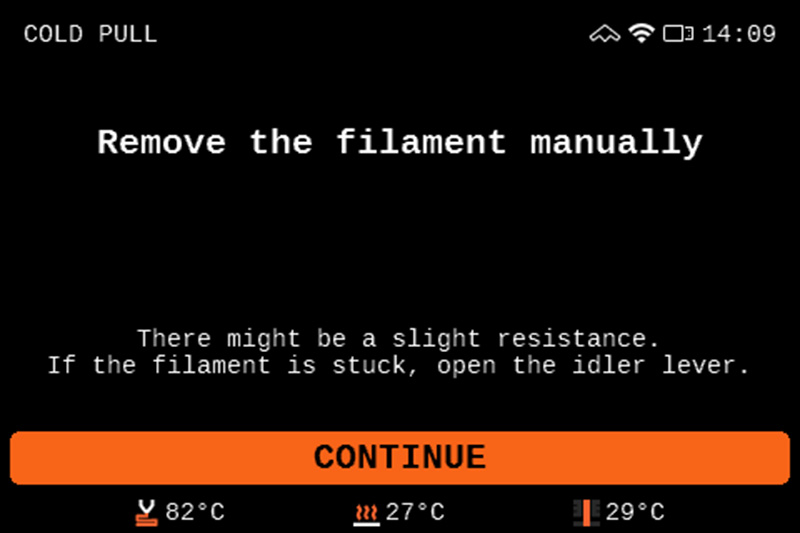
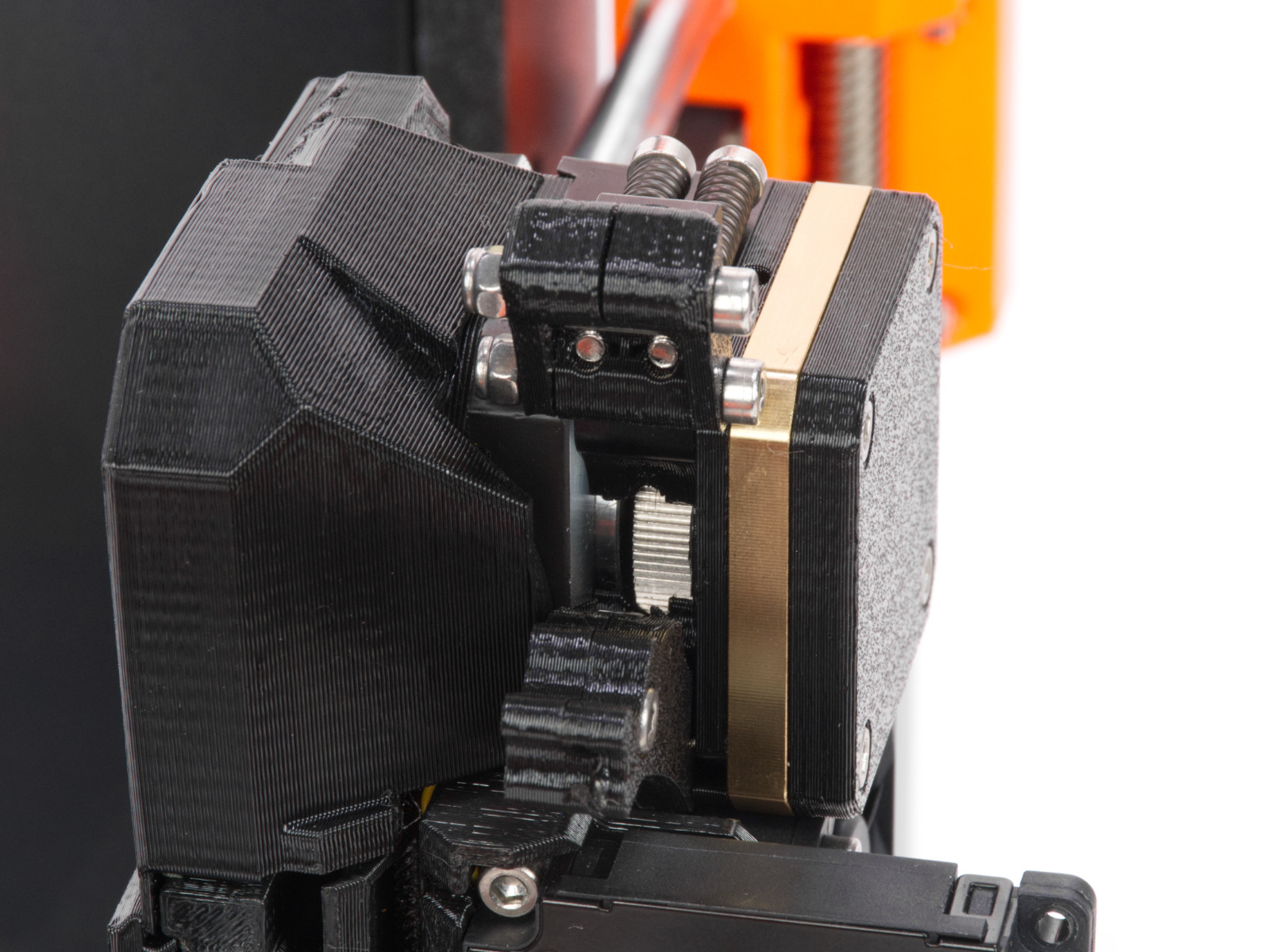
Pour finaliser la procédure, retirez le filament à la main en le tirant vers le haut. Il peut y avoir une légère résistance, si le filament est coincé, ouvrez le levier de l'idler.
Traction à froid manuelle (pré-firmware 5.1.3 des XL, MK4/MK3.9)
Étapes préliminaires (XL)
- Sur la XL multi-outils, choisissez l'outil souhaité. Allez dans le Menu LCD -> Contrôle -> Saisir/Stationner l'Outil -> Saisir Outil #.
- Dévissez temporairement le raccord au-dessus du Nextruder.
Procédure (XL pré-firmware 6.1.3, MK4/MK3.9 pré-firmware 5.1.3)
- Chargez un morceau de filament PLA dans l'extrudeur, en l'insérant par le dessus de l'extrudeur. L'imprimante vous proposera une sélection de matériau : sélectionnez PLA et terminez la procédure de chargement.
- Ouvrez le pivot de l'Idler.
- Allez dans le Menu LCD -> Contrôle -> Température -> Température de la buse et régler la température à 270 °C.
- Une fois qu'elle a atteint 270 °C, poussez le filament PLA jusqu'à ce qu'il commence à sortir de la buse.
- Arrêtez le chauffage en appuyant sur Refroidissement dans le Menu LCD -> Contrôle -> Température -> Refroidissement, ou en appuyant sur le bouton de réinitialisation.
- Continuez à pousser manuellement le filament vers le bas jusqu'à ce que la température soit trop basse pour qu'il fonde et sorte (environ 170 °C pour le PLA). La buse doit être remplie pour que la traction à froid réussisse.
- Retirez tout matériau extrudé de la buse afin que rien n'obstrue la traction à venir.
- Attendez que la température atteigne 100 °C. Dès qu'elle atteint 100 °C, saisissez le filament avec une pince et tirez-le lentement mais régulièrement hors de l'extrudeur. Assurez-vous de tirer droit vers le haut, et non sur le côté, sinon le filament pourrait se casser à l'intérieur. Tenez l'extrudeur avec votre autre main.
- Ne vous arrêtez pas tant que le filament n'est pas complètement sorti de l'extrudeur.
- Fermez l'Idler et le pivot de l'Idler.
Résultats
Sur la pointe du filament qui a été retirée, vous pouvez voir des restes du ou des matériaux précédents que vous avez utilisés ou de la saleté brûlée qui s'est déposée dans la buse (photo de gauche). Vous voudrez peut-être répéter cette procédure plusieurs fois jusqu'à ce que le filament en ressorte propre.
La photo de droite montre à quoi devrait ressembler un filament propre tiré à froid. Il est important d'avoir l'empreinte de la buse dessus, de cette façon vous êtes sûr que la buse était remplie et qu'il ne restait rien à l'intérieur. De plus, la couleur n'est pas mélangée à celle que vous avez utilisée précédemment ou présente des marques sombres.
 |  |