I suppori possono essere difficili da rimuovere e possono lasciare delle imperfezioni sulle superfici. A seconda della forma dell'oggetto, esiste anche il rischi di rovinare la stampa nel processo di rimozione. Alle volte non è proprio possibile stampare determinate geometrie in un singolo pezzo usando la stampa FFF.
Con Original Prusa MMU3, MMU2S, e XL multi-tool, è possibile utilizzare materiali idrosolubili, come PVA+ e BVOH, per stampare i supporti o solo l'"interfaccia" tra la stampa e la struttura di supporto. Tuttavia, la stampa dei materiali solubili può essere impegnativa e richiede alcune considerazioni lungo il percorso. È un processo più adatto agli utenti più esperti.
Quale materiale usare
La prima considerazione da fare è che il materiale principale e il materiale solubile del supporto devono avere temperature di stampa/fusione simili.
PVA+ e BVOH sono molto simili, ma il BVOH è decisamente l'opzione migliore (ma è più costoso). È più rigido e si comporta molto meglio del PVA+ quando viene stampato. Per questo motivo è meglio stamparlo in combinazione con PET.
Per il PETG praticamente è possibile utilizzare solo BVOH. Il PLA può essere stampato sia con PVA+ che con BVOH.
Configurazione dello Slicer
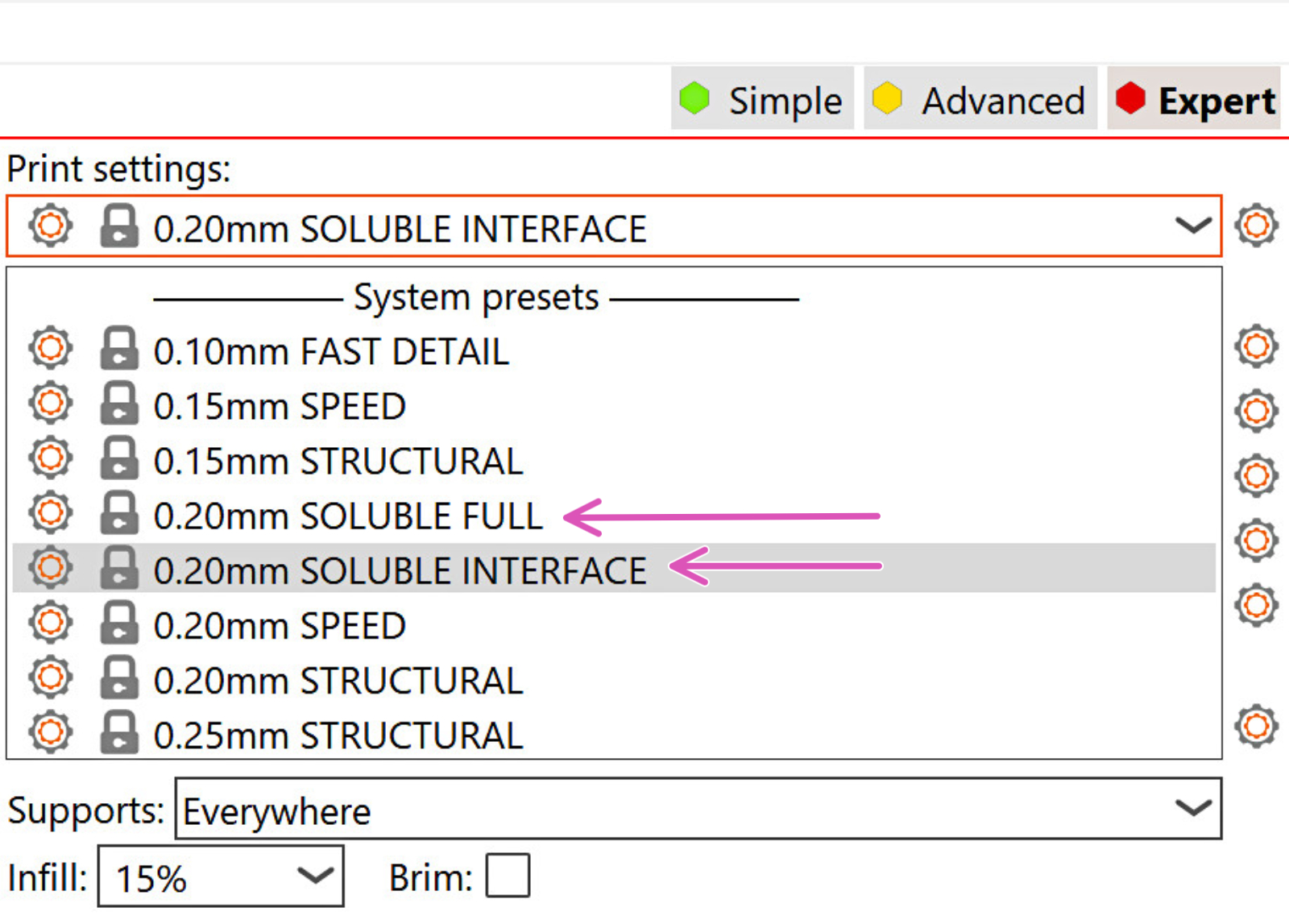
In PrusaSlicer è presente una configurazione specifica per i supporti con materiali solubili. Una volta selezionato il profilo stampante Original Prusa MMU3, MMU2S, o XL multi-tool, saranno disponibili nuove opzioni nel menù a tendina di 'Impostazioni di stampa'. Per le altezze layer 0.15 mm e 0.2 mm, sono disponibili anche i profili SOLUBLE FULL and SOLUBLE INTERFACE.
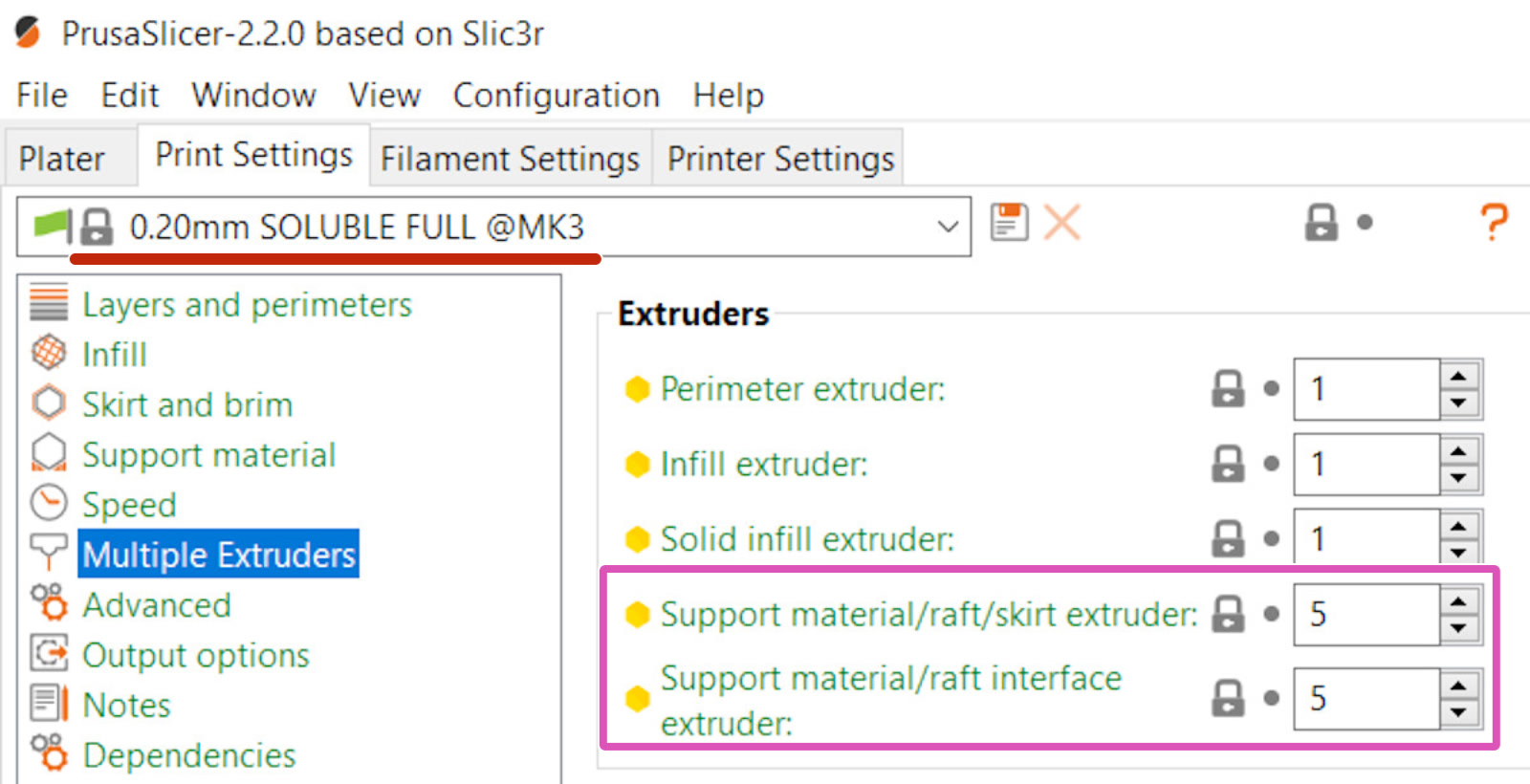
SOLUBLE FULL
Questa opzione utilizzerà il materiale solubile per l'intera struttura di supporto (immagine a sinistra). Questo è raccomandato solo quando si ha una geometria complessa che richiede molti supporti interni. PVA+ e BVOH aderiscono poco ai piani con PEI Liscio e Testurizzato, ma aderiscono bene quando stampati direttamente su PLA e PETG. Se si stampa qualcosa con i supporti poggiati sul piano di stampa, consigliato il preset SOLUBLE INTERFACE.
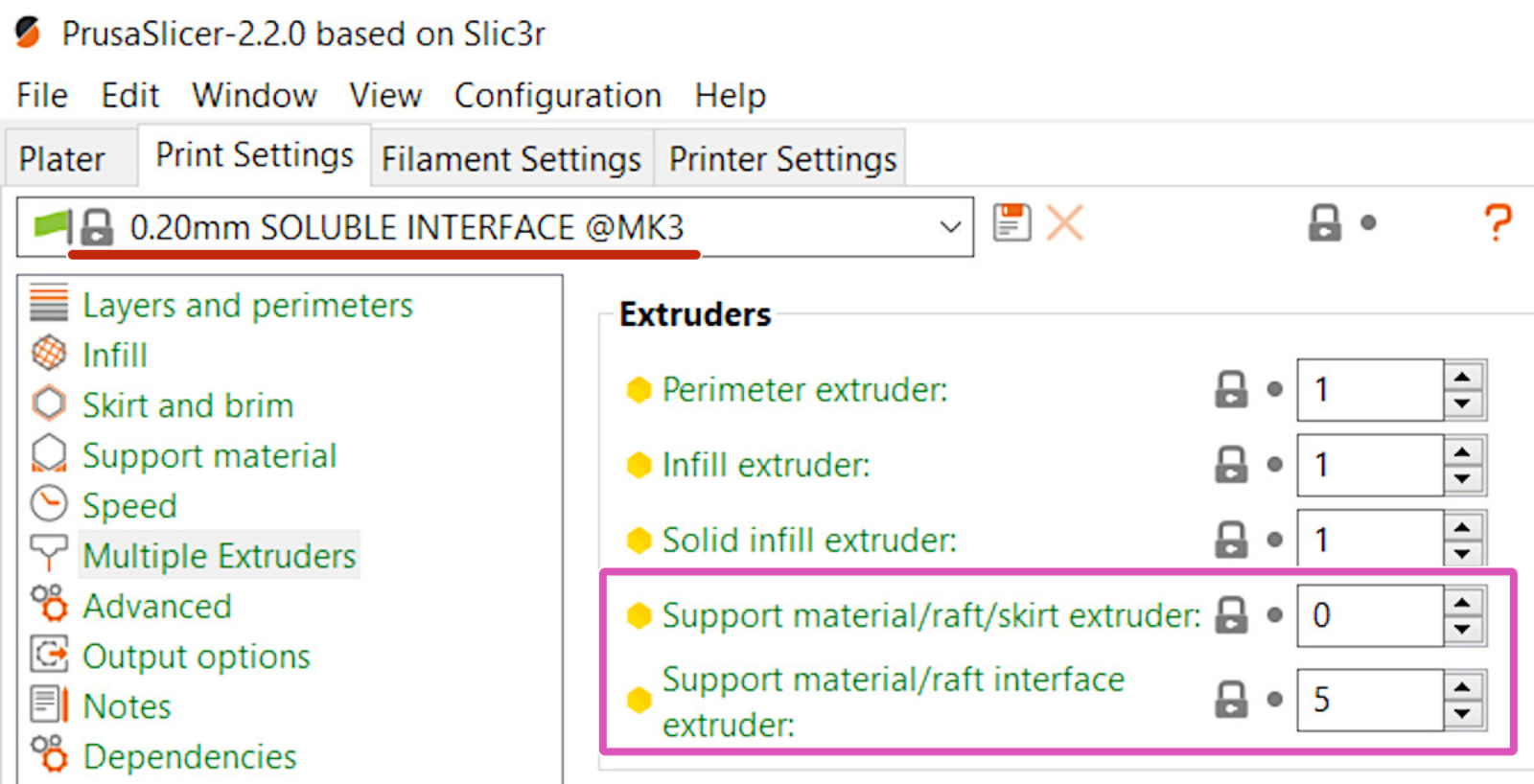
SOLUBLE INTERFACE
Questo preset applica il materiale solubile solo nei layer stampati più densi tra la struttura di supporto e il modello (immagine a destra). Questo permette di stampare la struttura di supporto con qualsiasi colore venga caricato e utilizza il materiale solubile solo dove è effettivamente necessario. In questo modo si risparmia materiale solubile, che è più costoso del PLA e PETG. Se si ha una stampa che richiede molto supporto a contatto diretto con il piano di stampa, questo è il preset ideale.
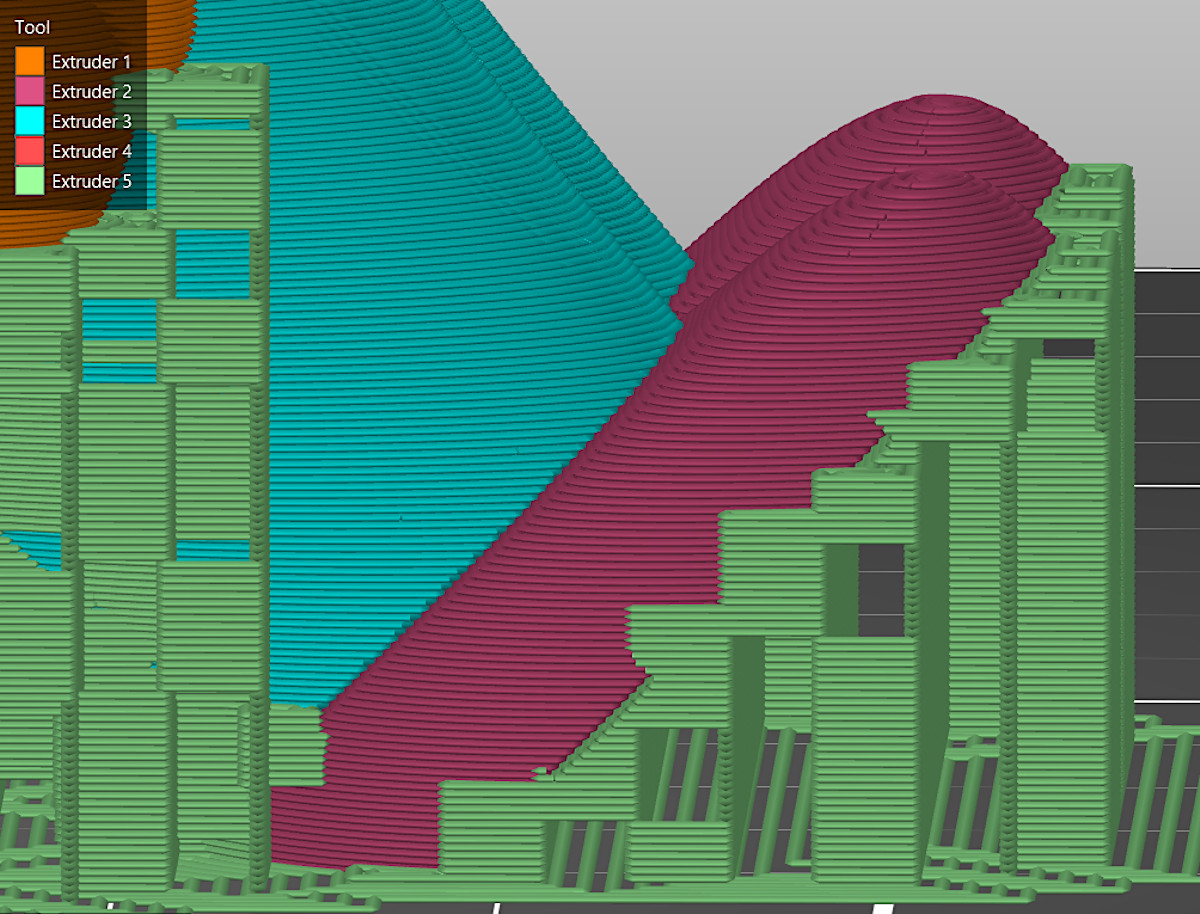 | 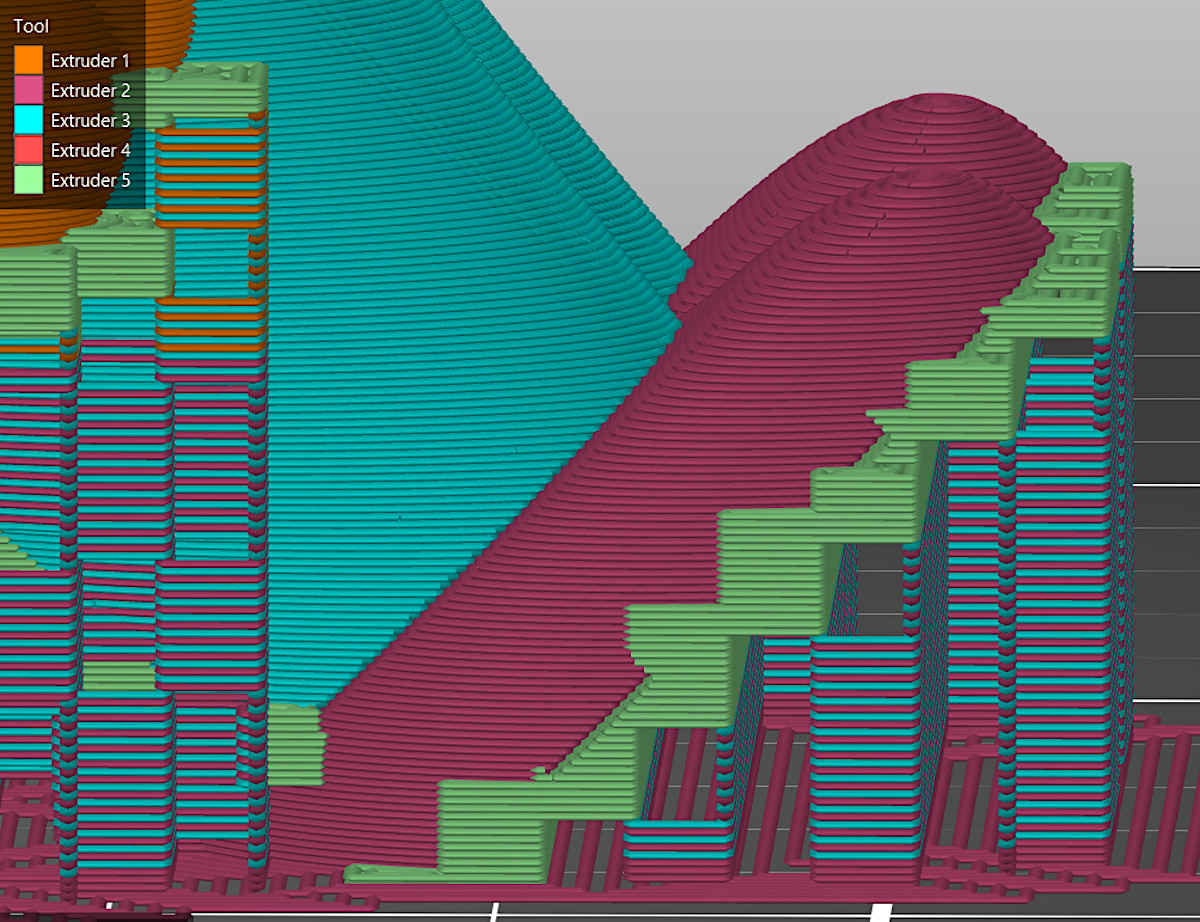 |
| SOLUBLE FULL - Il filamento verde è BVOH | SOLUBLE INTERFACE - Il filamento verde è BVOH |
Attrezzo predefinito
PrusaSlicer o la stampante non rilevano la posizione in cui è stato caricato il filamento solubile.
Su MMU2S/MMU3, PrusaSlicer assegnerà per impostazione predefinita il materiale di supporto o di interfaccia al Filamento numero 5. Su XL, PrusaSlicer assegnerà per impostazione predefinita il materiale di supporto o di interfaccia allo Strumento 2. È possibile cambiare questo valore in qualsiasi altro filamento/strumento inserendo un altro valore compreso tra 1-5, corrispondente al filamento/strumento da utilizzare.
Impostando il valore a 0 si utilizza lo strumento disponibile, ovvero l'ultimo utilizzato in quel layer.
 |  |
'Materiale di supporto/raft/skirt estrusore: 0' utilizzerà qualunque filamento sia al momento caricato nell'estrusore.
Volumi di spurgo (MMU3, MMU2S)
Per impostazione predefinita, si utilizzano 140 mm³ per un cambio di filamento (somma di scarico e carico). Quando si utilizzano supporti idrosolubili, si consiglia di utilizzare almeno 200-240 mm³. Se si riscontrano residui nella stampa, aumentare la quantità. Potrebbe essere necessario un minimo di 240 mm³ per il cambio estrusore da PVA+/BVOH.
Per accedere alle impostazioni del volume di spurgo, premere il pulsante volumi di spurgo. Per poter modificare questi valori, seleziona 'Utilizza impostazioni personalizzate specifiche per il progetto'.

Configurazione MMU2S, MMU3 per MK3S/+
È fondamentale aver eseguito una calibrazione molto precisa del sensore IR. A causa delle proprietà del PVA+ e del BVOH, il loro diametro può facilmente deformarsi con una pressione eccessiva da parte dell'idler.
Ancora una volta, a causa delle loro proprietà di morbidezza, le punte dei filamenti si incordano inevitabilmente, quindi è importante tenerle d'occhio ed essere pronti ad intervenire e a tagliarle mentre il filamento principale viene stampato.
La differenza in Massima velocità volumetrica: il PLA ha una velocità volumetrica massima di 15 mm³/s, mentre il PVA+ e BVOH hanno 4 mm³/s. Questo aumenta il tempo di stampa totale.
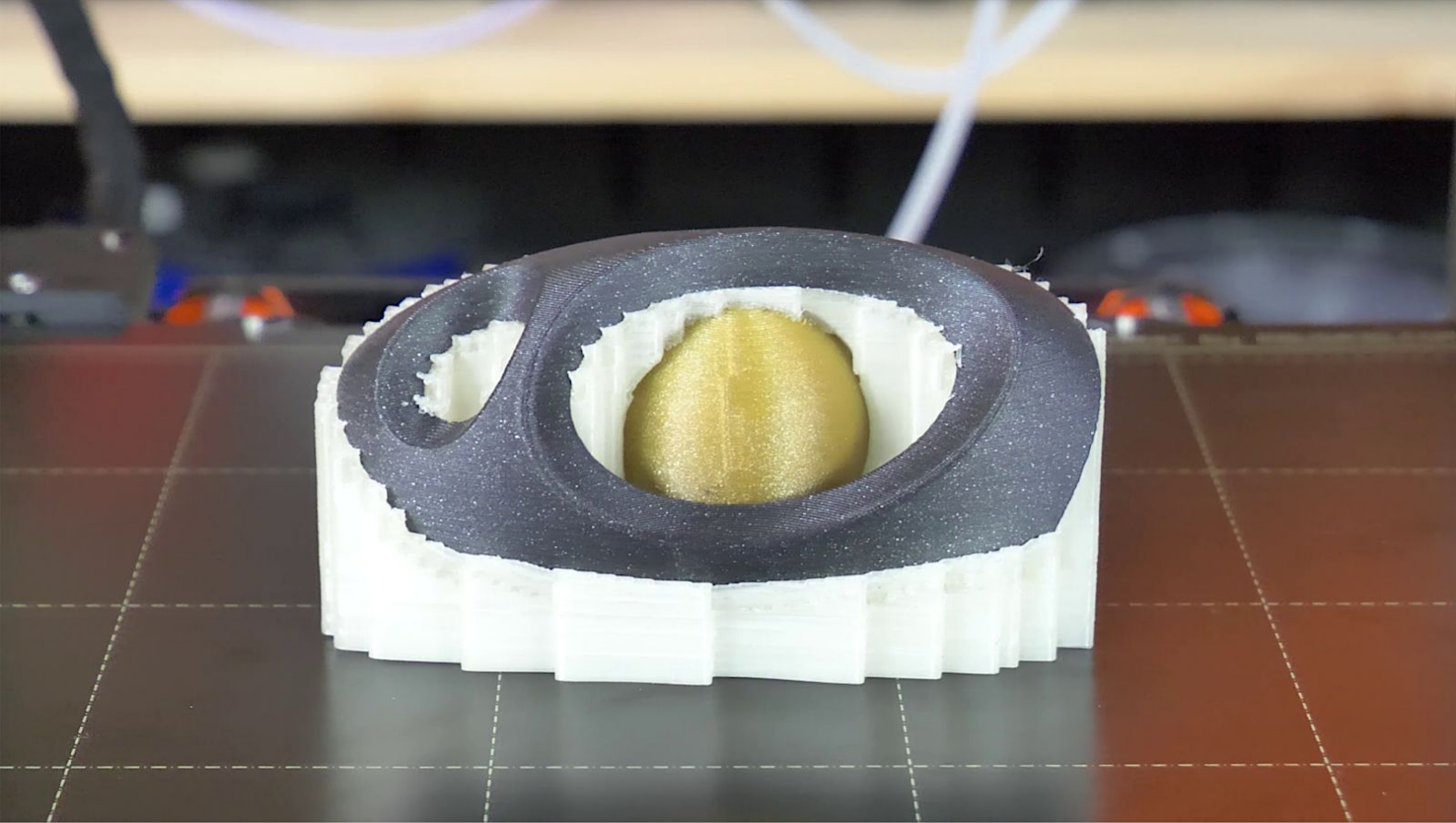
Sciogliere e rimuovere i supporti
Quando la stampa è completa e prima di rimuovere i supporti, immergerli in acqua tiepida (massimo 45 °C) e lasciarli in acqua per un periodo di tempo da qualche ora a tutta la notte. Dopo di che, i supporti dovrebbero staccarsi abbastanza facilmente ma potrebbe essere necessario usare alcuni strumenti, a seconda della geometria della stampa. Può essere utile rimuovere la maggior parte possibile dei supporti quando sono ancora asciutti.
Una volta che l'oggetto stampato è libero dai supporti, immergerlo nuovamente in acqua calda per 10-20 minuti e poi spazzolarlo per rimuovere i residui di PVA+/BVOH. L'utilizzo di uno spazzolino da denti piccolo e resistente può essere uno strumento ideale per questo compito.
A meno che non si debbano sciogliere diversi chili di PVA/BVOH al giorno, è possibile versare nella scarico la risultante soluzione di BVOH/PVA.
Manipolazione e conservazione dei filamenti solubili
Come ci si poteva aspettare, sia BVOH che PVA sono molto igroscopici (assorbono facilmente l'acqua) e devono essere mantenuti il più asciutti possibile. PVA+ o BVOH non devono essere esposti all'umidità.Dopo l'uso, deve essere rimesso nella sua borsa con chiusura a cerniera, sempre con uno o più sacchetti di silice. In caso contrario, si deteriorerà nel giro di pochi mesi e si ammorbidirà ad una temperatura molto più bassa, causando problemi già dal processo di caricamento.
Se deteriorato in questo modo, causerà rapidamente problemi di carico/scarico e l'hotend si intaserà. Il miglior approccio è quello di stampare e conservare questi materiali in una Drybox.
1 commento
PVA e BVOH possono esere usati anche in chirurgia, a contatto con tessuti viventi? Esistono studi sperimentali in letteratura?
Grazie
Hallo,
Can PVA and BVOH also be used in surgery, in contact with living tissue? Are there any experimental studies in the literature?
Thank you