L'impostazione della Velocità volumetrica massima (MVS), talvolta chiamata AutoSpeed, è una delle funzionalità più potenti di PrusaSlicer. L'MVS rappresenta la quantità massima di plastica (mm³/s) che l'hotend può fondere in modo affidabile. Considerala come un limitatore di velocità: PrusaSlicer consente le velocità richieste quando è sicuro farlo e le riduce solo quando all'hotend verrebbe chiesto di fondere più di quanto sia in grado di gestire.
Se MVS è impostato correttamente, non è necessario calcolare manualmente le velocità di sicurezza per ogni combinazione di ugello/altezza dello strato. MVS non aumenta mai la velocità, ma può solo ridurla.
Questo offre agli utenti di PrusaSlicer un vantaggio significativo. Invece di cercare di calcolare gli intervalli di velocità per le combinazioni di dimensioni degli ugelli, altezze dei layer o larghezze di estrusione, è possibile specificare le velocità e le impostazioni desiderate, lasciando poi che MVS regoli le velocità in fase di slicing quando necessario.
Cosa determina la velocità di stampa finale?
Durante la stampa, ogni movimento di estrusione verifica diversi limiti. Verrà utilizzato quello più restrittivo tra questi:
- Velocità per tipo di estrusione: la velocità che hai impostato per ciascun tipo di estrusione in Impostazioni di stampa - Velocità (ad es. velocità di perimetro, velocità di riempimento, velocità di ponte). Impostando uno qualsiasi di questi valori su 0 mm/s si attiva il calcolo automatico della velocità per quel tipo (vedi Velocità automatica).
- Velocità volumetrica massima: se la velocità richiesta supera la MVS, viene ridotta. Le estrusioni più larghe o più alte subiscono un rallentamento maggiore. Il calcolo utilizzato per la velocità massima è Velocità massima = MVS / area della sezione trasversale. PrusaSlicer utilizza un modello di sezione trasversale a forma di stadio per un calcolo accurato del volume.
- Sporgenze e raffreddamento: i perimetri sporgenti vengono rallentati in base a quanto sono privi di supporto.
- Tempo di raffreddamento dello strato: se il tempo totale di raffreddamento dello strato è troppo breve, tutte le velocità vengono ridotte in proporzione. La velocità minima possibile è quella impostata in “Velocità minima di stampa”.
MVS di stampa vs MVS di filamento
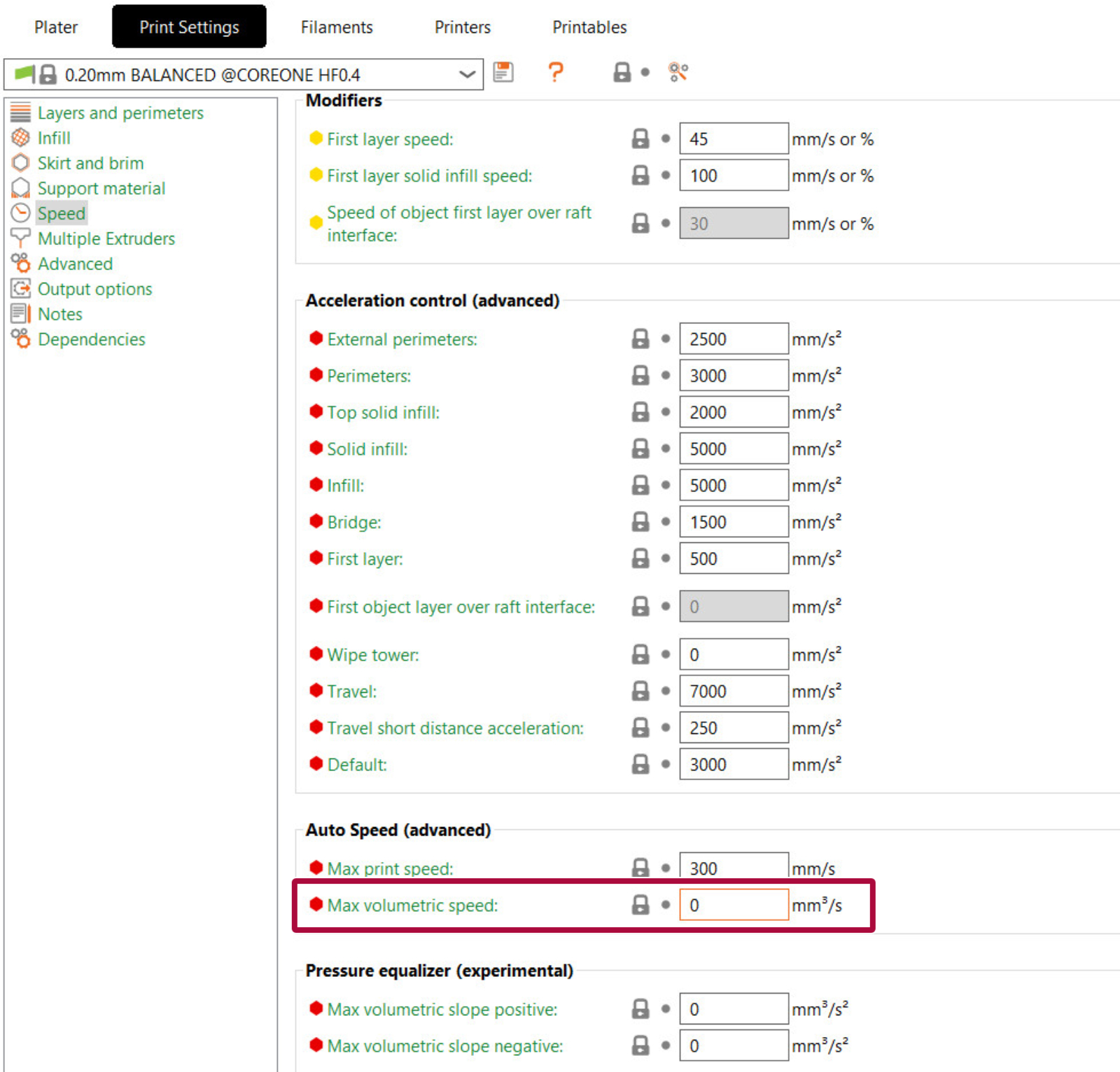
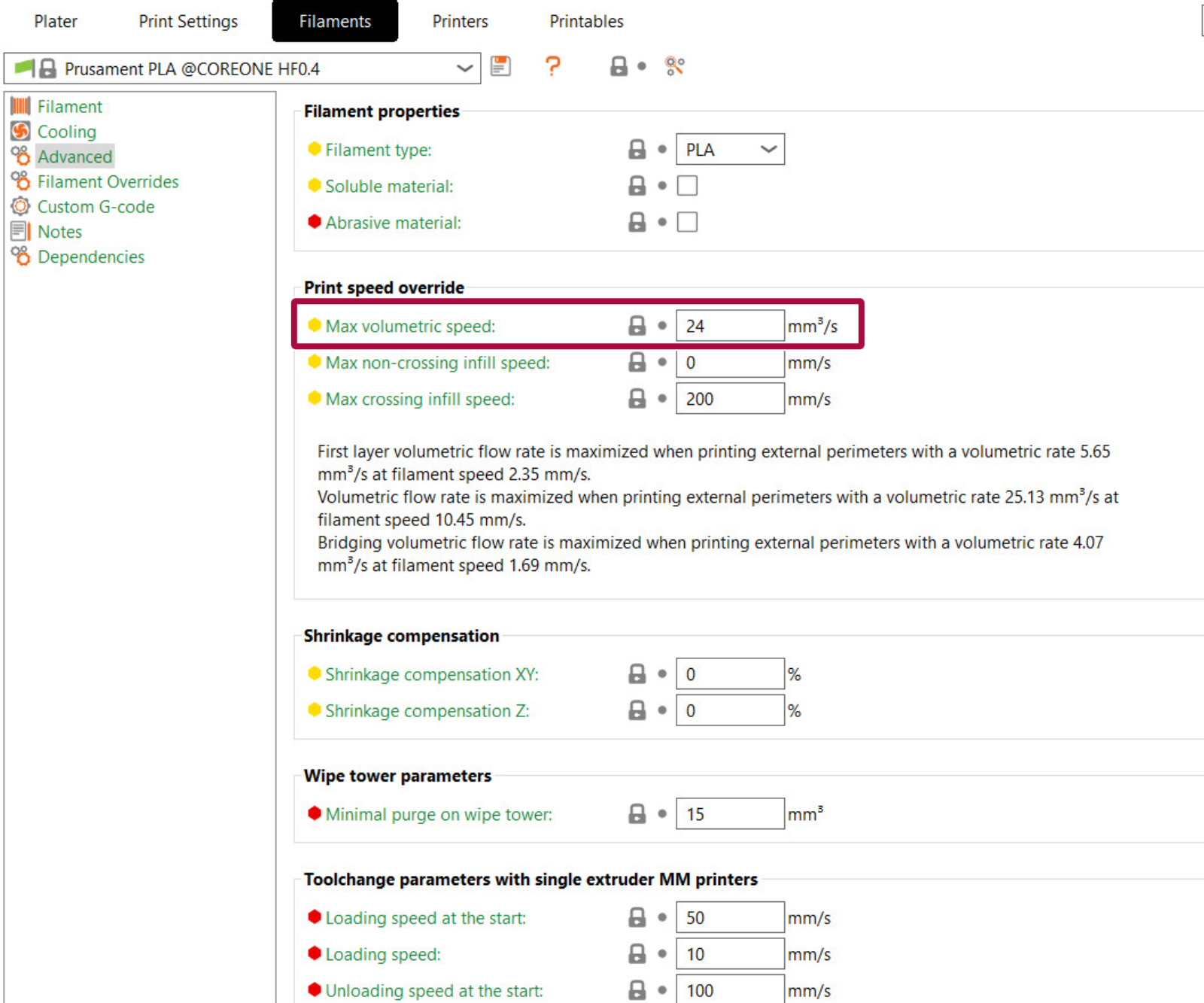
È possibile impostare la velocità volumetrica massima (MVS) in due punti in PrusaSlicer: Impostazioni di stampa -> Velocità -> Velocità volumetrica massima e Impostazioni filamento -> Avanzate -> Velocità volumetrica massima. Verrà sempre utilizzato il valore più basso tra i due. Impostando uno dei due valori su 0, quel limite viene disabilitato e viene utilizzato l'altro.
 |  |
Autospeed
Se imposti una qualsiasi velocità di stampa (ad es. velocità perimetrale, velocità di riempimento) a un valore inferiore a 0 mm/s, si attiva la funzione AutoSpeed per quel tipo di estrusione. L'MVS smette di essere solo un freno e diventa la base per il calcolo della velocità.
PrusaSlicer individua la sezione trasversale di estrusione più piccola tra tutti i tipi di estrusione con velocità impostata su 0, la moltiplica per la velocità massima di stampa (che trovi in Impostazioni di stampa -> Velocità -> Velocità massima di stampa) e limita il risultato con l'MVS. Ogni estrusione ottiene quindi: “velocità volumetrica target / la sua sezione trasversale”. Le estrusioni più sottili si stampano più velocemente, quelle più spesse più lentamente. Tieni presente che la Velocità massima di stampa viene utilizzata solo in modalità AutoSpeed e non ha alcun effetto quando le velocità sono diverse da zero.
AutoSpeed si attiva in base al tipo di estrusione. Ad esempio, se imposti la velocità di riempimento su 0, verrà calcolata automaticamente solo la velocità di riempimento, mentre i perimetri continueranno a utilizzare il valore configurato.
Tieni presente che le estrusioni di stiratura sono escluse dal calcolo.
Scegliere l'MVS
Il valore corretto di MVS dipende dal tuo hotend e dal materiale che stai utilizzando per la stampa. Inizia con un valore prudente e aumentalo gradualmente. Segnali che indicano un valore di MVS troppo alto: ticchettio dell'estrusore, estrusione insufficiente alle alte velocità, scarsa adesione dei layer.
Il valore effettivo dell'MVS dipende dall'elemento più lento, che sia l'hotend o il materiale. Imposta ciascuno nel proprio profilo e PrusaSlicer userà il valore più basso.
Filamento
I diversi materiali dei filamenti presentano caratteristiche diverse. La viscosità, la rigidità e altri fattori possono ridurre notevolmente la produttività effettiva.
| Filamento | Intervallo tipico MVS | Note |
|---|---|---|
| PLA | 12–20 mm³/s | Facile da fondere, maggiore fluidità |
| PETG | 8–15 mm³/s | Leggermente più denso del PLA |
| ABS/ASA | 10–16 mm³/s | Simile al PETG |
| TPU | 2–5 mm³/s | I filamenti flessibili richiedono una portata molto bassa |
| PC | 6–10 mm³/s | Alta viscosità, fusione lenta |
| PA (Nylon) | 8–12 mm³/s | Dipende molto dalla miscela |
Hotend
| Hotend | Intervallo tipico MVS |
|---|---|
| Modello standard interamente in metallo (ad es. E3D V6, Prusa MK3 di serie) | 8–12 mm³/s |
| Prusa Nextruder (MK4/XL) | 15–20 mm³/s |
| Ugelli ad alto flusso (CHT, Bondtech CHT) | 20–35 mm³/s |
| Hotend ad alto flusso (Revo High Flow, Rapido HF) | 25–40 mm³/s |
Diametro ugello
A prima vista, può sembrare che il diametro dell'ugello non dovrebbe influenzare la quantità massima di plastica che l'hotend può riscaldare in un dato periodo di tempo. Tuttavia, con ugelli più grandi, è possibile aumentare leggermente il MVS a causa della minore resistenza meccanica - in pratica, è un po' più facile per il filamento essere spinto attraverso l'ugello.
E viceversa, con ugelli più piccoli, si dovrà diminuire un po' l'MVS.
Questa è una conseguenza spesso trascurata del MVS. Quando si usa un ugello di grande diametro e un'altezza di strato molto alta, per esempio un ugello di 0,8 mm e un'altezza di strato di 0,5 mm, la velocità di stampa sarà effettivamente limitata dalla MVS. Questo a meno che non si installi un hotend più potente sulla propria stampante. Se si nota nell'anteprima che la velocità è limitata dal MVS, si può provare ad aumentare la temperatura dell'ugello e ad aumentare un po' il MVS. Tuttavia, potrebbe essere il momento di abbassare semplicemente l'altezza dello strato, otterrai più dettagli senza aumentare il tempo di stampa perché la stampante sarà in grado di stampare più velocemente.
Anteprima MVS
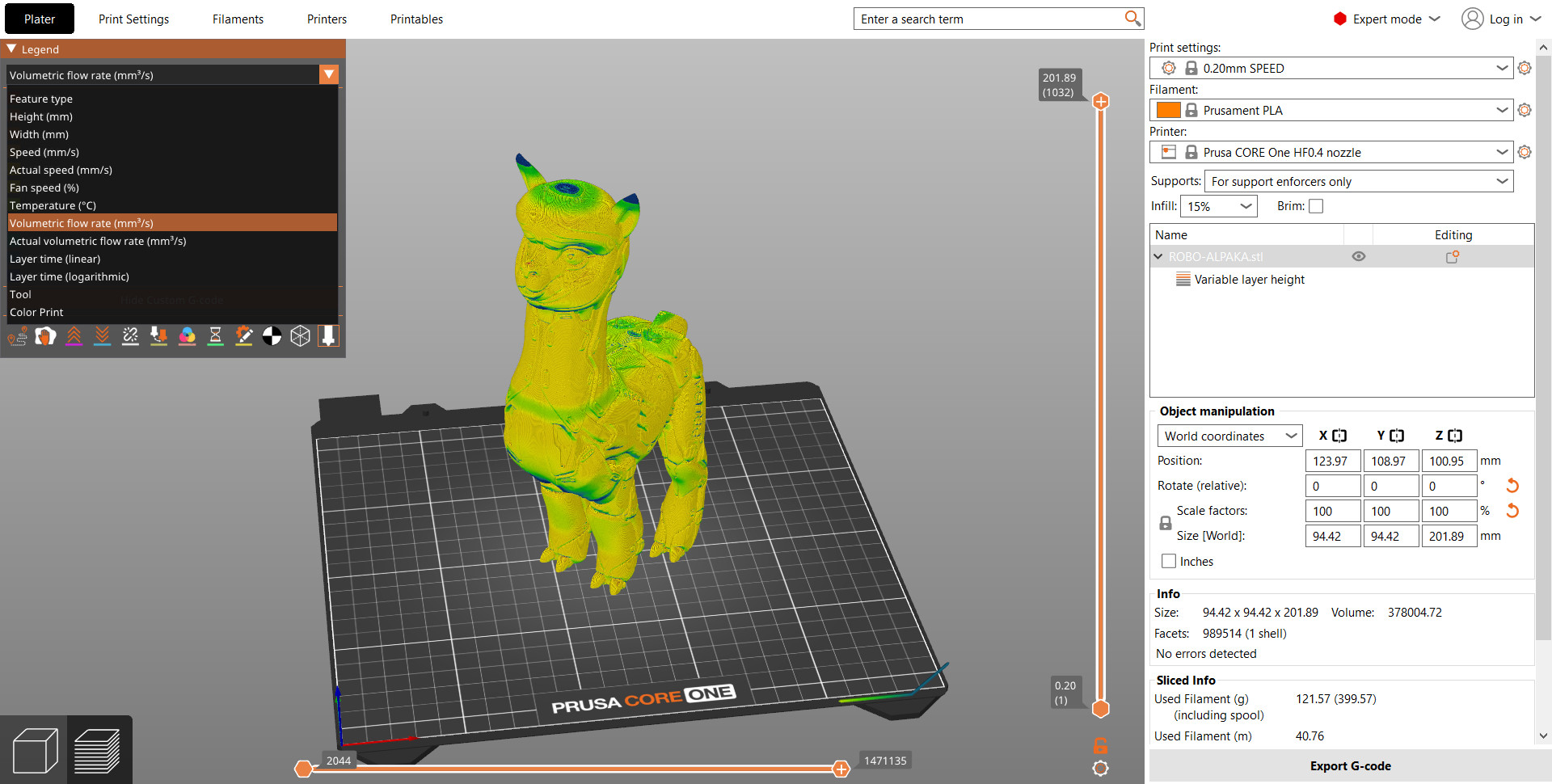
Una volta effettuato lo slicing del modello, è possibile passare la modalità di anteprima a flusso volumetrico utilizzando la casella di selezione nell'angolo in basso a sinistra.
Sui modelli più piccoli, noterai che non vieni affatto limitato da MVS. Allo stesso modo, se stai stampando con altezza di layer bassa, molto probabilmente non verrai limitato da MVS.
D'altra parte, quando si stampano modelli più grandi con altezze di strato elevate, si può notare che la velocità è limitata da MVS, specialmente quando si stampa il riempimento. Se la maggior parte del tuo modello viene stampata più lentamente a causa del limite MVS, considera di abbassare l'altezza dello strato, otterrai più dettagli "gratis".
Un grande ringraziamento a Bob George per il suo aiuto su questo articolo