Lo scopo principale del riempimento è quello di fornire un supporto interno per gli strati superiori, che altrimenti dovrebbero attraversare uno spazio vuoto. Il riempimento influisce anche sulla velocità di stampa, sulla resistenza strutturale, sul consumo del filamento, e persino sull'aspetto dell'oggetto stampato.
Densità riempimento
La maggior parte dei modelli può essere stampata con il 10-15% di riempimento. Se la parte superiore del modello si chiude gradualmente, può essere stampato vuoto (0% di riempimento), anche se in genere non lo consigliamo. Se il modello deve essere più pesante, se si desidera una maggiore resistenza alla compressione o una maggiore rigidità, è possibile aumentare il riempimento. Raramente avrete bisogno di un riempimento superiore al 30%. Infine, è possibile stampare il modello con il 100% di riempimento e la trama di riempimento sarà costretta a essere rettilinea. Tenere presente che il 100% di riempimento può avere un impatto negativo sull'aspetto dell'oggetto stampato.
La forza di un modello è definita principalmente dal numero di perimetri (non dal riempimento). Se si vuole avere una stampa più forte, aumentare il numero di perimetri. Detto questo, il riempimento contribuisce alla resistenza alla compressione.
Trama riempimento
PrusaSlicer offre molte modalità di riempimento tra cui scegliere - controlla la pagina di documentazione sulle trame di riempimento.
Lunghezza dell'ancoraggio del riempimento
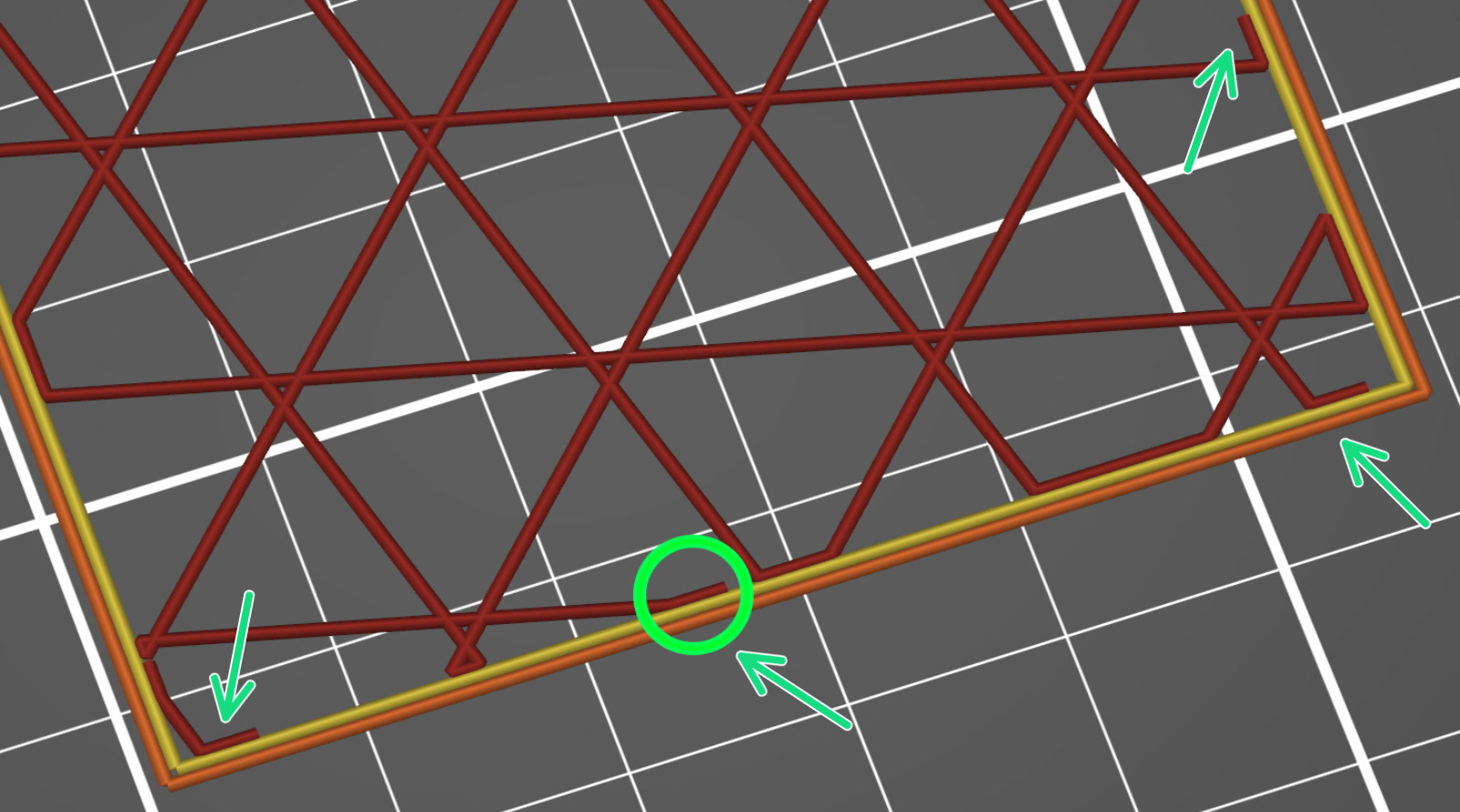
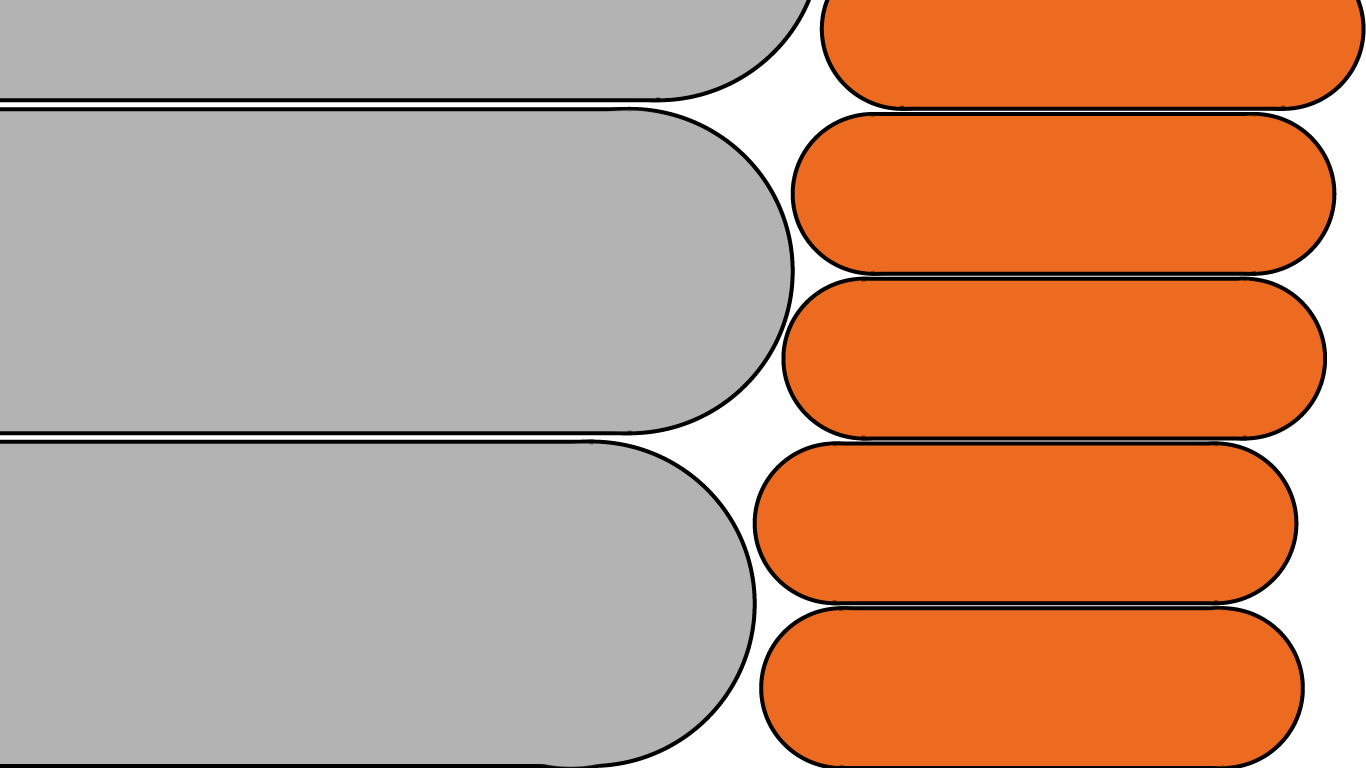
Il riempimento è solitamente collegato ai perimetri con una cosiddetta ancora, che è una corta linea di un altro perimetro (interno) che si trasforma in una linea di riempimento. Questo rende l'infill più robusto ed è richiesto da alcuni materiali (in particolare il PETG) per stabilizzare il flusso di estrusione all'inizio di una linea di riempimento.
Il valore della lunghezza dell'ancora di riempimento imposta quanti millimetri di questa ancora collegheranno il riempimento e i perimetri. Se imposti questo valore a 0, il riempimento sarà stampato indipendentemente dai perimetri. Impostate un valore più alto per stampare l'ancora che continuerà come il riempimento stesso.
Se espresso in percentuale (15%) sarà calcolato sulla larghezza dell'estrusione di riempimento.
Lunghezza massima dell'ancoraggio di riempimento
Questo valore imposta la lunghezza massima dell'ancora di riempimento che collega il riempimento con i perimetri.
Impostare questo parametro a 0 per disabilitare completamente l'ancoraggio.
Trama riempimento superiore
È possibile scegliere una trama di riempimento personalizzata che influisce solo sullo strato superiore visibile, non sugli strati solidi adiacenti sottostanti.
Trama riempimento inferiore
È possibile scegliere una trama di riempimento personalizzata che interessa solo lo strato inferiore visibile, non gli strati solidi adiacenti soprastanti.
Combinazione di riempimento automatica
Questa funzione combina automaticamente il riempimento di diversi layer e accelera la stampa estrudendo strati di riempimento più spessi e preservando i perimetri sottili, mantenendo così la precisione.
Combinazione automatica del riempimento - Altezza massima del layer
Altezza massima del layer per la combinazione del riempimento quando è abilitata la combinazione automatica del riempimento. L'altezza massima del layer può essere specificata come valore assoluto in millimetri o come percentuale del diametro dell'ugello. Quando si stampa con diametri di ugelli che non hanno impostazioni standard in PrusaSlicer, si raccomanda di utilizzare il valore percentuale rispetto al valore assoluto.
Combina riempimento ogni X layer
Per il riempimento e i perimetri verranno utilizzate altezze di layer diverse per accelerare la stampa senza sacrificarne la qualità.
Esempio: Combinare il riempimento ogni 3 layer, altezza del layer 0.1 mm, il riempimento sarà stampato a 0.3 mm di altezza del layer.
Riempimento solido ogni X layer
Questa funzione consente di forzare uno layer pieno dopo ogni determinato numero di layer. Questo può essere utile per aumentare la resistenza della parte stampata, tuttavia sono preferibili altre opzioni, come l'aumento del numero di perimetri o la percentuale di riempimento. Un'altra applicazione sarebbe quella di creare celle interne separate per aumentare l'isolamento termico.
Impostare a 0 per disattivarlo.
Angolo riempimento
Angolo predefinito per l'orientamento del riempimento. Per alcune trame di riempimento verrà applicato un sistema a tratteggio incrociato.
Area soglia riempimento solido
Forza il riempimento solido per le zone con un'area più piccola rispetto alla soglia specificata.
Impostare a 0 per disattivarlo.
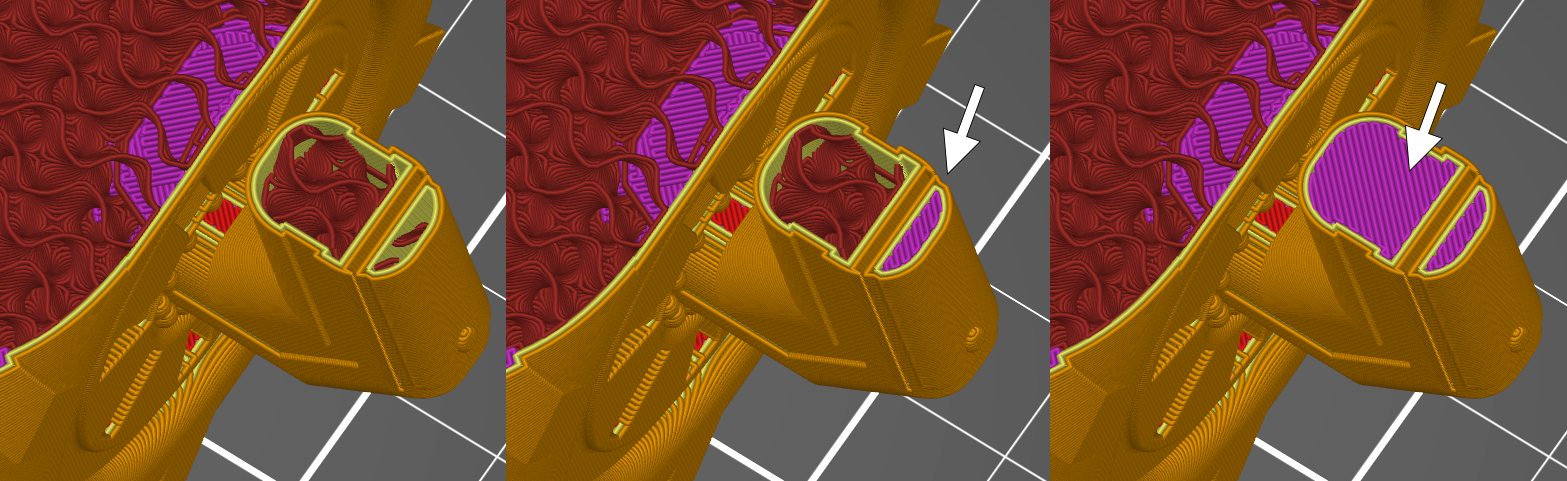 Soglia di riempimento solido 0 (a sinistra), 15 (al centro), 100 (a destra)
Soglia di riempimento solido 0 (a sinistra), 15 (al centro), 100 (a destra)