Quando si stampano più oggetti contemporaneamente, è possibile completarli in sequenza, uno alla volta. Ciò differisce dalla stampa standard, in cui tutti gli oggetti vengono realizzati contemporaneamente layer per layer. I principali vantaggi sono:
- Stringing/Oozing ridotti: Minori spostamenti tra le parti, poiché ognuna di esse viene lavorata singolarmente.
- Adesione degli strati migliorata: Ogni oggetto viene completato senza interruzioni.
- Riduce le stampe fallite: Il cedimento di una parte ha meno probabilità di rovinare le altre.
- Modalità vaso multi-oggetto: Consente di stampare più elementi in modalità vaso in modo sequenziale.
Questa funzione utilizza un sistema avanzato di prevenzione delle collisioni per disporre e ordinare automaticamente gli oggetti sulla piastra di costruzione in modo che il gruppo della testina di stampa (estrusore, barre, cavi) non entri in collisione con oggetti già completati.
Si noti che questa funzione è disponibile solo per le stampanti Prusa supportate. Quando si effettua lo slicing per altre stampanti, PrusaSlicer ricorrerà alle impostazioni generiche di spazio (raggio di spazio dell'estrusore e altezza di spazio dell'estrusore) per definire la forma semplificata utilizzata per i controlli di collisione. Le impostazioni per il raggio e l'altezza dei limiti dell'estrusore si trovano in Impostazioni stampante -> Generale -> Limiti di stampa sequenziale.
Utilizzo della funzione
È possibile attivare questa funzione attivando Impostazioni di stampa -> Opzioni di output -> Completa singoli oggetti.

A questo punto, nella vista Piano, fare clic sulle icone di disposizione o premere il tasto A. In questo modo gli oggetti verranno disposti automaticamente in modo sicuro per la stampa sequenziale.
Se gli oggetti vengono spostati e viene rilevata una potenziale collisione, viene visualizzato un messaggio di errore che identifica l'oggetto interessato. L'errore non blocca l'esportazione del G-code, ma richiede un'attenta revisione.

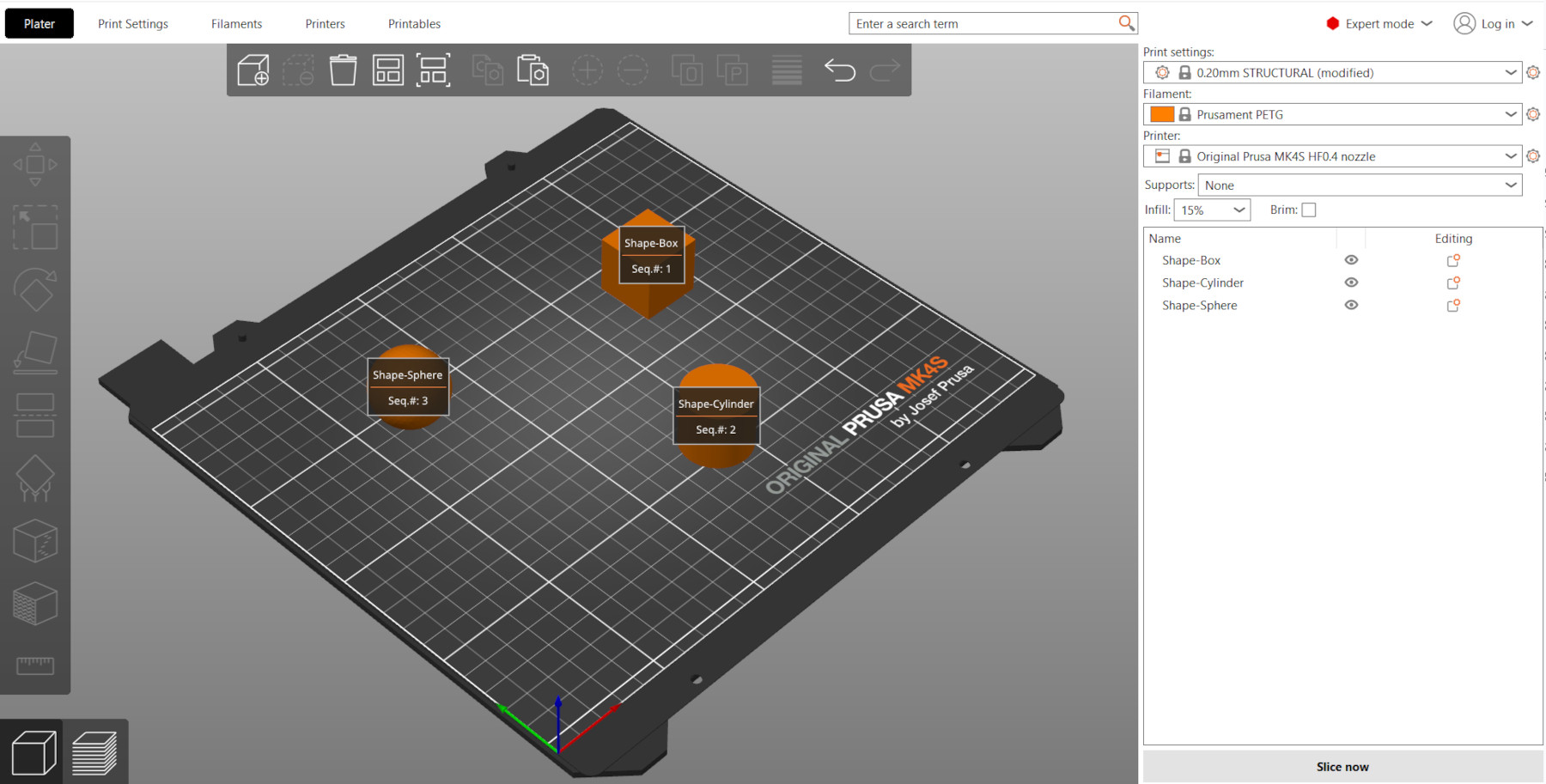
Sequenza di stampa
Controllare la sequenza di stampa. L'ordine di stampa viene visualizzato dall'alto verso il basso sul Elenco oggetti. È possibile riordinare manualmente gli oggetti trascinandoli qui. Premere E nella vista 3D per visualizzare la sequenza di stampa numerica sugli oggetti.
Anteprima G-code
A partire dalla versione 2.9.1 di PrusaSlicer, ed esclusivamente per le stampanti Prusa, è possibile vedere nell'anteprima anche un modello 3D dell'estrusore utilizzando il cursore orizzontale. La modalità standard mostra solo l'anteprima del layer superiore. Facendo clic sull'ingranaggio in basso a destra del Piano e deselezionando " Cursore sequenziale applicato solo sullo strato superiore", è possibile vedere l'anteprima dell'intero progetto di stampa.