Puoi riconoscere la sottoestrusione quando manca del materiale negli strati della tua stampa. Gli oggetti stampati con strati sottoestrusi possono essere fragili e tendono a rompersi. Ci potrebbero essere diverse cause per la sottoestrusione e dovresti anche pensare se recentemente hai fatto qualche cambiamento alla tua stampante (o forse non hai fatto manutenzione per un lungo periodo), perché potresti trovare lì la causa del problema.
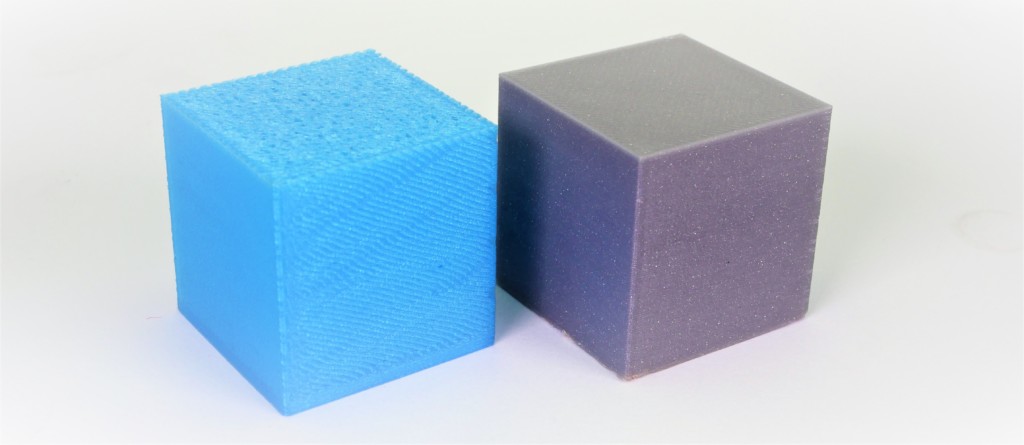 Esempio di sottoestrusione grave (cubo di sinistra) e di una stampa normale (cubo di destra).
Esempio di sottoestrusione grave (cubo di sinistra) e di una stampa normale (cubo di destra).
I fattori comuni nelle sottoestrusioni sono:
- Calibrazione del primo strato troppo vicina
- Impostazioni dello Slicer
- Ugello
- Ingranaggi Estrusore
- Raffreddamento dell'hotend insufficiente
- Filamento
Calibrazione del primo strato troppo vicina
Assicurati di aver eseguito correttamente la calibrazione del primo strato. Bisogna evitare di compensare la mancanza di adesione schiacciando troppo il primo strato. Se l'ugello è troppo vicino al piano di stampa, il filamento può essere ostacolato nel passaggio. Consigliamo di eseguire la calibrazione del primo strato ogni volta che si sposta la stampante in un luogo diverso o si effettua la manutenzione sull'hotend, come ad esempio cambiare l'ugello. Inoltre, quando si cambia la piastra d'acciaio da quella testurizzata a quella liscia è necessario ricalibrare a causa del diverso spessore della piastra. Ecco perché abbiamo introdotto i Profili piastre d'acciaio.
Impostazioni dello Slicer
Ogni profilo in PrusaSlicer contiene impostazioni che determinano la temperatura, la velocità e quanto filamento deve estrudere la stampante 3D. La stampante non fornisce alcun feedback su quanto filamento esce effettivamente dall'ugello. È possibile che venga estruso meno filamento di quanto il firmware si aspetti. Se ciò accade, si possono notare vuoti tra gli strati stampati.
Assicurati di aver impostato la tua stampante in PrusaSlicer eseguendo la Configurazione guidata e come punto di partenza dovresti usare i profili di filamento standard che sono fatti su misura per la tua macchina, il tipo di filamento e la dimensione dell'ugello.
Ugello
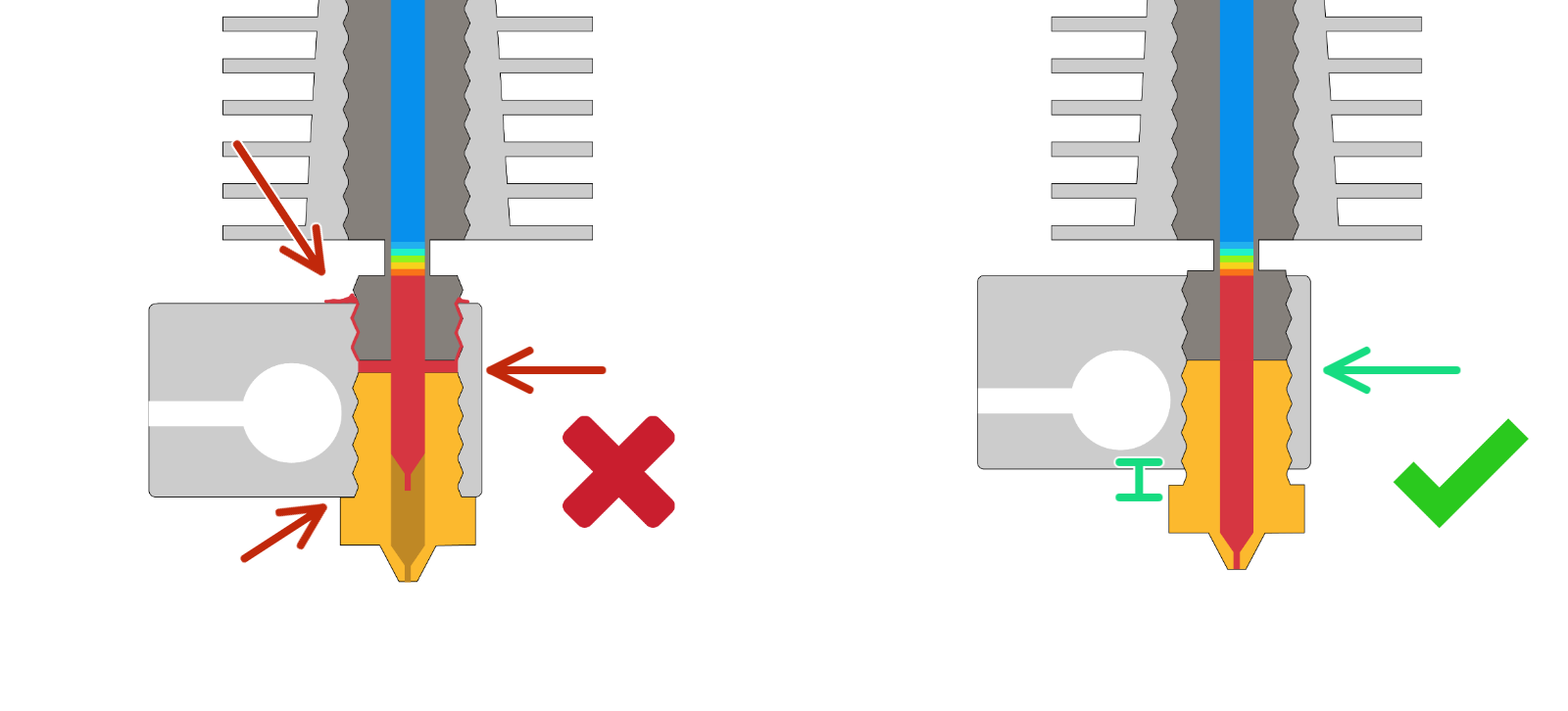
Nel caso in cui l'ugello sia stato rimosso dall'hotend ad un certo punto, assicurati che sia stato reinstallato correttamente. Consulta la guida dedicata al tuo hotend:
Un'installazione errata può causare sia intasamenti che fuoriuscite. L'ugello deve essere stretto quando viene riscaldato e ci deve essere uno spazio tra l'ugello e il blocco del riscaldatore. Inoltre, controlla l'estrusore e l'hotend per eventuali danni, come i fili dell'elemento riscaldante o del termistore o un heatbreak piegato (solo sull'hotend V6).
Utilizzo di ugelli speciali
Se stai usando ugelli speciali come quelli in acciaio temprato o in acciaio inossidabile, ecc., potresti dover aumentare la temperatura dell'ugello durante la stampa, di solito entro un intervallo di 5-10 °C. L'acciaio ha proprietà termiche diverse rispetto a un ugello di ottone, il che può influenzare i risultati di stampa, soprattutto per quanto riguarda l'adesione tra gli strati. Ma non dimenticare che temperature più alte possono anche causare un aumento della filatura. Se il problema persiste, prova a sostituire l'ugello con quello originale in ottone da 0,4 mm e vedi se cambia qualcosa.
Inoltre, non tutte le dimensioni degli ugelli saranno adatte a tutti i filamenti. I filamenti che contengono particelle di legno o di metallo saranno molto spesso non adatti agli ugelli con un diametro inferiore a 0,4, e alcuni necessiteranno di un ugello ancora più grande, come 0,6 mm o 0,8 mm. Per maggiori informazioni, vedi Diversi tipi di ugelli.
Ingranaggi dell'estrusore
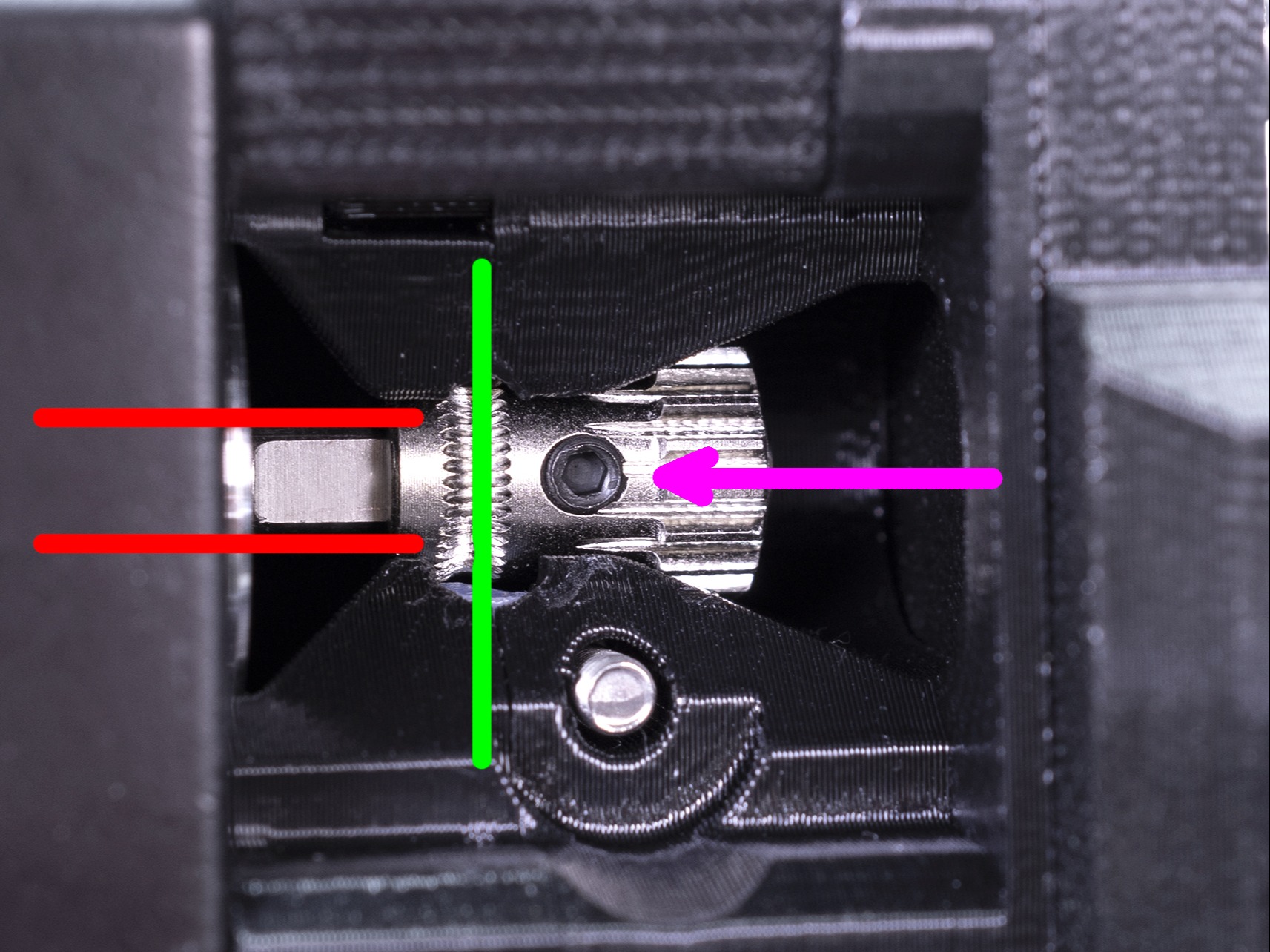
Controlla entrambi gli ingranaggi Bondtech per qualsiasi sporcizia o disallineamento in modo che siano in grado di spingere il filamento attraverso l'hotend. Vedi Controllo/riallineamento degli ingranaggi Bondtech (MK3S/MK2.5S) per maggiori dettagli.
Inoltre, assicurati che il tendicinghia dell'estrusore della tua stampante sia alla giusta tensione. Se la vite del tendicinghia è troppo allentata o troppo stretta può causare un'estrusione insufficiente.
 |  |
Raffreddamento hotend insufficiente
Il controllo della "zona di fusione" del filamento è molto importante. Con un raffreddamento insufficiente, il filamento può iniziare a fondere troppo lontano dall'ugello. Verifica che la ventola dell'estrusore sia installata con l'orientamento corretto e che non sia bloccata da qualche pezzo di filamento o da qualche altro residuo.
Se stai usando la stampante in un involucro, assicurati che la temperatura interna non sia troppo calda, poiché il surriscaldamento può provocare l'Heat creep, in cui il filamento inizierà a sciogliersi prima di raggiungere l'ugello.
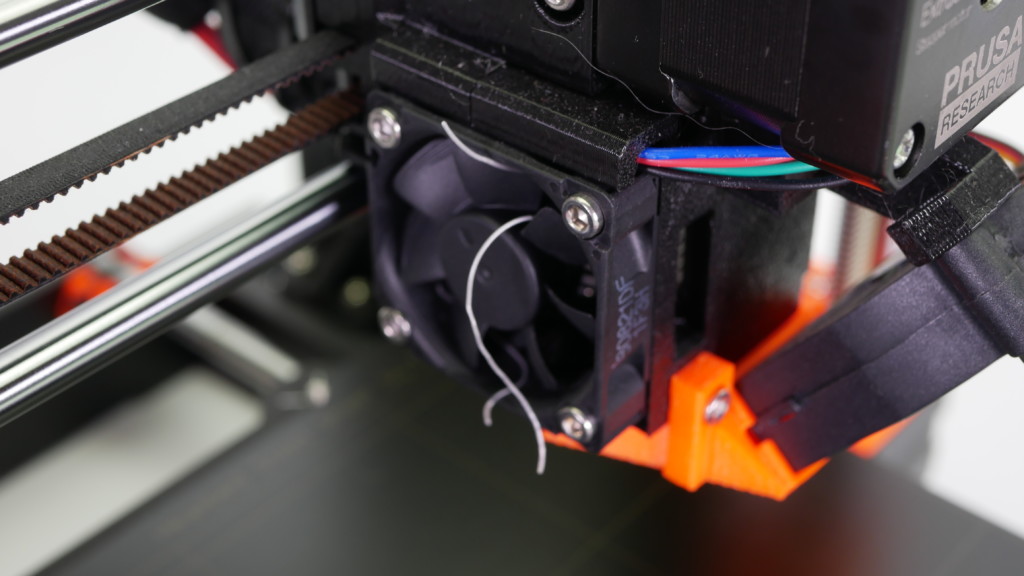
Esempio di una ventola bloccata da un filamento.
Filamento
Anche una temperatura di stampa troppo bassa o troppo alta può causare problemi di stampa. Se la marca e il tipo di filamento non sono elencati in PrusaSlicer, si può provare a regolare la temperatura di stampa entro +/- 5-15°C per vedere se questo risolve il problema.
Alcuni materiali speciali, come i filamenti flessibili, possono richiedere parecchie regolazioni e aggiustamenti per essere stampati correttamente.I Materiali compositi, come il filamento Woodfill, possono richiedere come minimo un ugello da 0,6 mm e un'altezza dello strato di 0,2 mm per prevenire intasamenti. Se invece si tratta di materiali compositi come il kevlar o la fibra di carbonio, è necessario un ugello temprato.
Alcuni filamenti possono anche avere uno spessore variabile, a causa della qualità o di materiali incorporati come il legno, che causerà cambiamenti inaspettati nel volume del filamento estruso. Lo standard industriale delle variazioni di diametro è +/- 0,05 mm.
Mantieni il tuo filamento asciutto, privo di umidità, in quanto i filamenti umidi hanno un impatto negativo sulla stampa, specialmente per quanto riguarda i filamenti solubili, PETG e ABS. Raccomandiamo vivamente di rimettere le bobine nella loro busta originale quando non sono in uso, insieme ad un gel di silice. Raccomandiamo di conservare i filamenti in una zona asciutta o idealmente in una "dry box".
Carico/scarico non corretto
Quando si carica un nuovo filamento con una temperatura richiesta inferiore, occorre preriscaldare l'ugello alla temperatura richiesta dal precedente tipo di filamento utilizzato. In altre parole, usa sempre la temperatura del filamento che ha la temperatura più alta, dato che i suoi resti sono molto probabilmente ancora nell'hotend. Per esempio, se hai stampato con ABS o PETG e ora vuoi stampare con PLA, carica il filamento PLA alla temperatura dell' ABS o del PETG. In questo modo, il nuovo filamento introdotto può spingere fuori quello vecchio.