Si potrebbe supporre che una stampa proveniente da plastica fusa sia a tenuta stagna, ma non è sempre così. Non sempre l'aspetto di un oggetto e ciò che lo rende impermeabile si sovrappongono. Detto questo, i suggerimenti qui presentati potrebbero aiutarti a rendere le tue parti stampate robuste, anche se non dovrebbero essere un recipiente per liquidi.
Geometria
La forma del modello ovviamente è importante. Pareti spesse che richiedono un riempimento sono quasi sempre uno spreco in questo caso. Possono causare irregolarità e possono perdere nei vuoti tra il muro interno e quello esterno, creando un posto dove possono crescere ogni tipo di cose sgradevoli.
La parete dovrebbe essere uniforme. Artefatti come sporgenze per mostrare il livello dell'acqua ecc. possono causare problemi. Nell'immagine qui sotto c'è una stampa in PLA dove tutto è a tenuta d'acqua, tranne una piccola sporgenza destinata a questo scopo.

Perimetri
Di più! Si consiglia di procedere con almeno 3-4 perimetri per un singola parete. A seconda della geometria si può anche aumentare a 5-6, ma raramente è necessario.
Temperatura
Ancora di più! Per garantire un adeguato legame tra gli strati si consiglia di aumentare la temperatura dell'ugello di 5-10°C rispetto ai preset disponibili o utilizzare la temperatura più alta consigliata sulla scatola del filamento (è possibile sforare anche di 5°C oltre la temperatura massima suggerita). È necessaria un po' di sperimentazione.
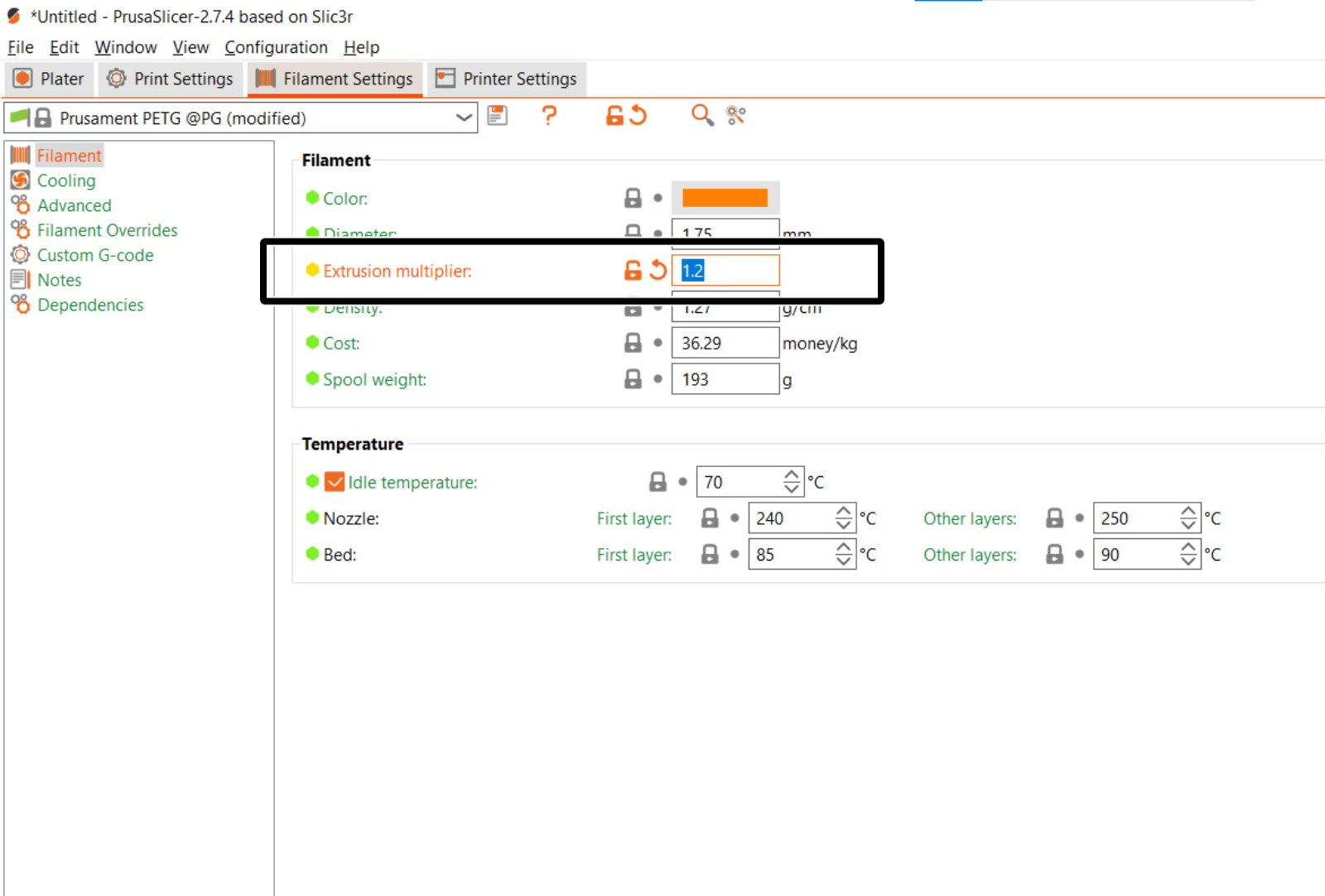
Moltiplicatore di estrusione
Questo si riferisce al flusso del filamento, ed è impostato in PrusaSlicer sotto le impostazioni del filamento. Aumentalo del 5-10% rispetto al valore di default. Un altro modo di modificarlo è quello di impostare la larghezza della linea del 5-10% più ampia (cioè da 0.4mm a 0.44mm), ma questo può influenzare altri aspetti della stampa. Se sei in dubbio sperimenta, o scegli l'opzione semplice.
Altezza Layer
Le altezze degli strati molto alte non vanno bene, ma avere strati molto sottili aumenterà anche la possibilità che qualcosa vada storto. CNC-kitchen ha rilevato che le stampe più durevoli erano con spessori di 0.15mm, ma 0.2 andrà bene. Se vuoi stampare velocemente e avere strati molto alti (come 0.4mm+) prendi un ugello più grande. In generale, per i migliori risultati, non dovresti usare un'altezza superiore al 60-65% della larghezza dell'ugello.
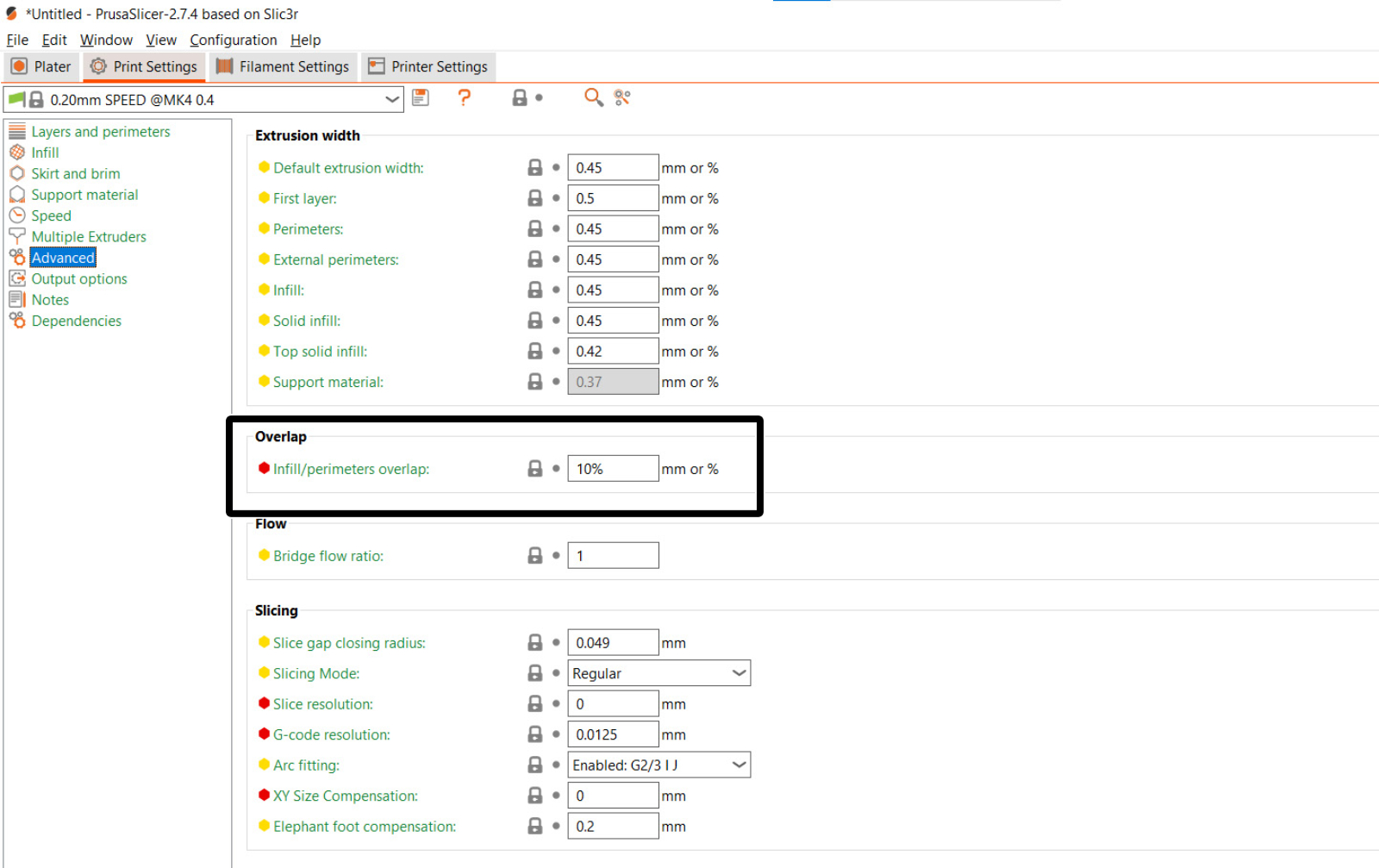
Sovrapposizione XY e altre impostazioni
Questo vale più che altro se la stampa perde dal fondo e se hai provato con i suggerimenti precedenti. La sovrapposizione XY è una variabile in PrusaSlicer che indica quanto una linea di riempimento solido attraversa il perimetro. Questo è impostato di default al 10% (del diametro dell'ugello, quindi 0.04mm). Aumentando la temperatura e il moltiplicatore di estrusione influenzerà questo valore, ma se vedi ancora delle perdite puoi provare ad aumentarlo al 25-35%.
Materiali
Questi trucchi dovrebbero funzionare con la maggior parte dei materiali. Su materiali come l'ASA o l'ABS questi trucchi potrebbero non essere necessari se vengono levigati con l'acetone.