Beim Transport, bei der Montage oder bei Wartungsarbeiten (wie Einstellen der Riemenspannung) kann es vorkommen, dass der Drucker leicht schief steht, d.h. dass eine Achse nicht senkrecht (90-Grad-Winkel) zur anderen steht. Die Firmware gleicht eine gewisse Abweichung aus, aber am besten ist es, wenn Sie Ihre Hardware von Anfang an richtig einstellen.
Hierfür benötigen wir kein spezielles Werkzeug, nur die Teile des Druckers und Ihre Augen. Es sind keine fortgeschrittenen technischen Hilfsmittel wie Fühlerlehren oder ein Maschinenwinkel erforderlich. Allerdings ist die Reihenfolge, in der Sie prüfen und einstellen, entscheidend, da Sie die Maschine gegen sich selbst ausrichten werden.
Vorgehensweise
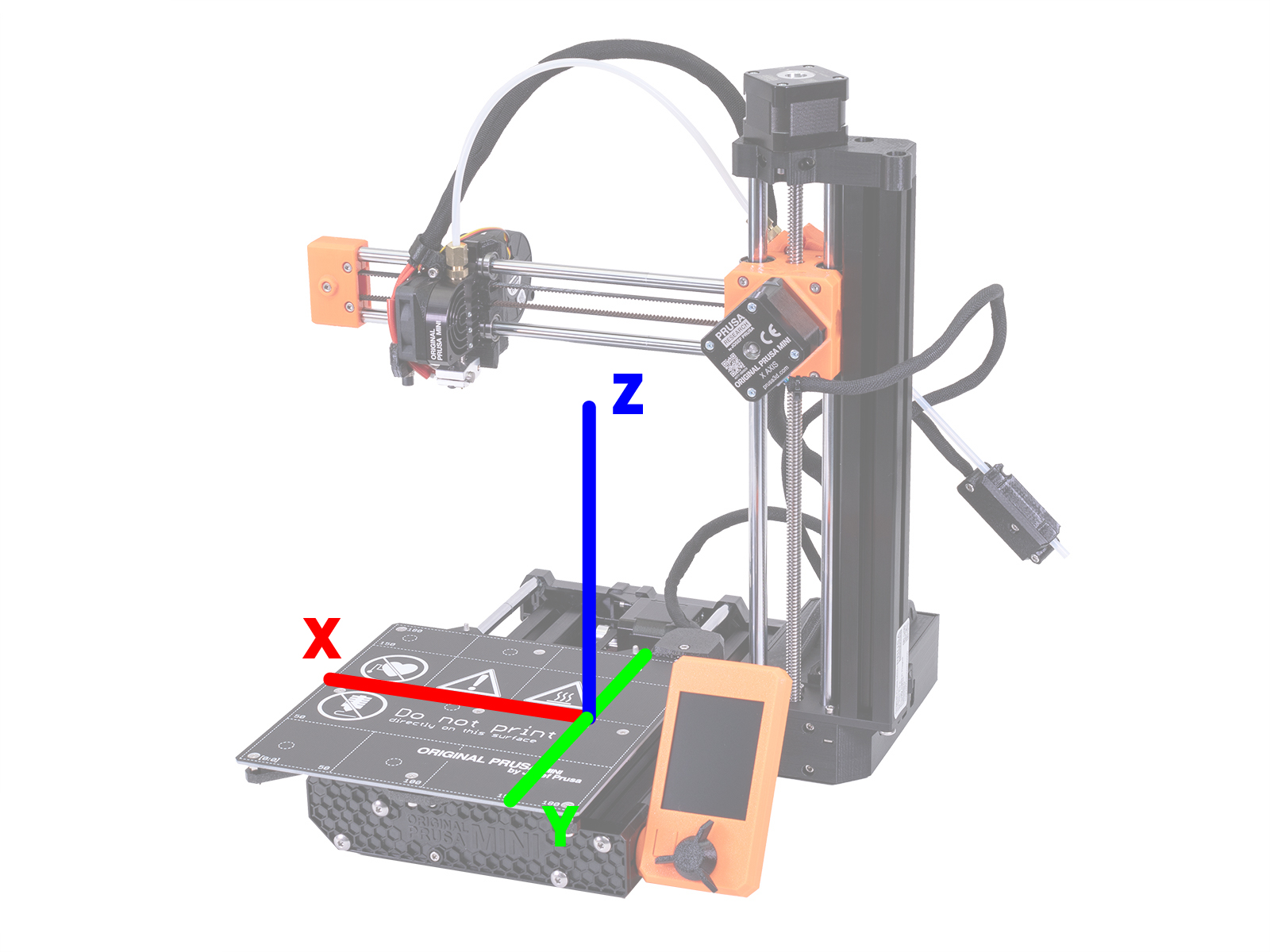
Wir werden die Höhe der Düse über dem Bett nach der Referenzfahrt an verschiedenen Positionen der X- und Y-Achse auf dem Bett überprüfen. Wir werden dies für jeweils eine Achse tun und zwischen den einzelnen Tests alle notwendigen Korrekturen vornehmen. Weichen Sie nicht von der unten angegebenen Reihenfolge ab.
Wir prüfen und korrigieren den Drucker in der folgenden Reihenfolge:
- Anfangskontrolle
- Y-Achse
- YZ-Achse
- XZ-Achse
Einleitende Prüfungen
Überprüfen Sie Folgendes:
- Die glatten Stangen der X-Achse sind bis zu den Kunststoffteilen des Extruders eingeführt (linkes Bild). X-End und Extruderteile haben Inspektionslöcher zur Kontrolle (grüner Kreis).
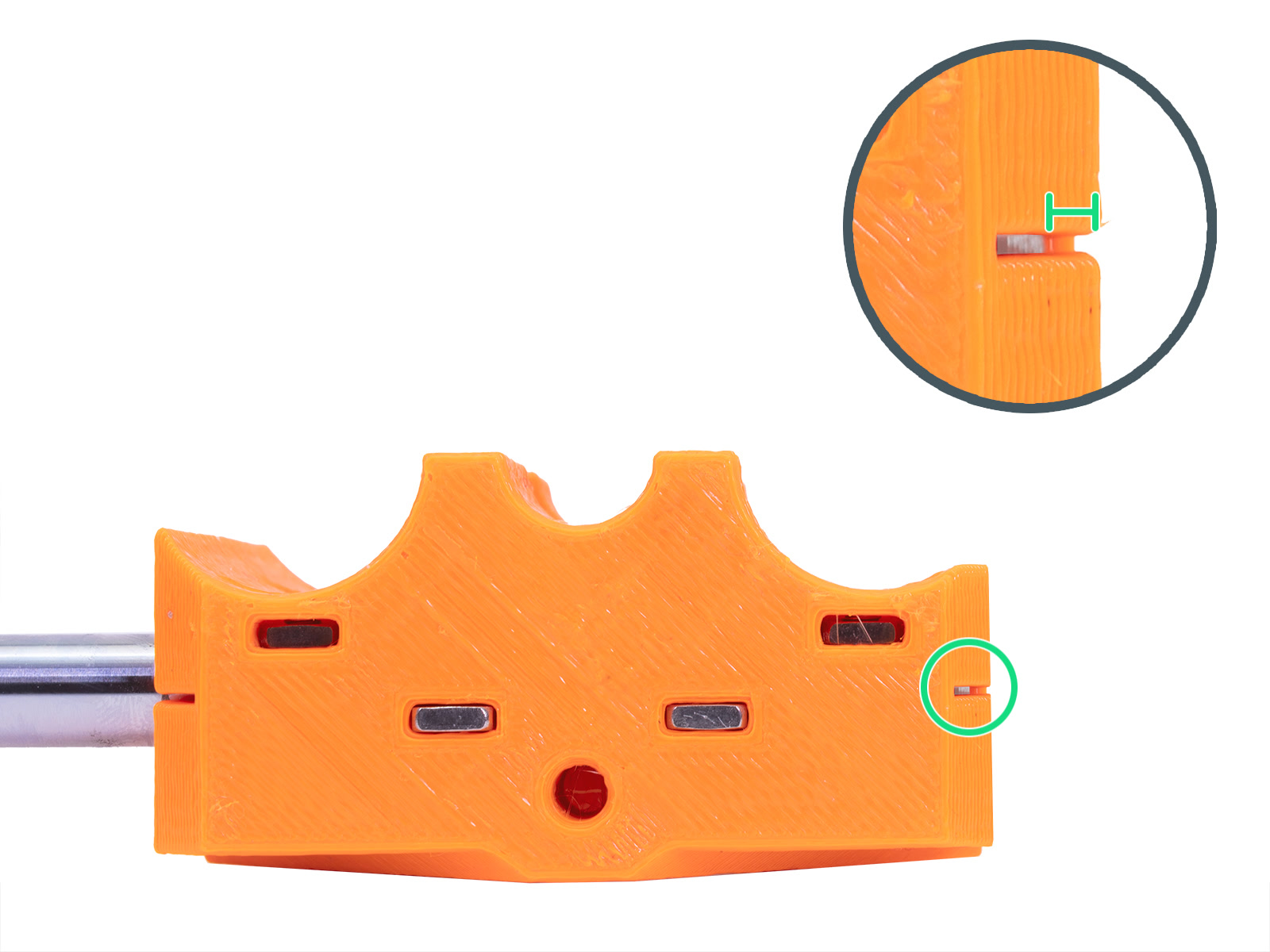
- Die 10mm-Linearlager der Z-Achse sind etwas unterhalb der Kunststoffteile (~0,75 mm), die sie sichern, und an beiden Lagern gleich groß.
- Die Schaumstoffpolsterbeine sind nur an den Aluminiumprofilen befestigt, und nicht an der Kunststoff-Front-/Rückplatte.
- Stellen Sie sicher, dass das Heizbett und die Düse auf Raumtemperatur abgekühlt sind!
Kontrolle der einzelnen Achsen
Beginnen Sie mit dem Entfernen des flexiblen Stahlblechs. Dies ist ein lasergeschnittenes Quadrat, das wir in einem späteren Schritt verwenden werden. Fahren Sie dann den Drucker über Kalibrierung -> Auto home im LCD-Menü in die Ausgangsposition zurück und deaktivieren Sie die Schrittmororen, indem Sie den Drucker über die Taste auf dem LCD-Modul neu starten oder indem Sie zu Einstellungen -> Motoren deaktivieren navigieren.
Y-Achse
Eine merkliche Abweichung in diesem Schritt ist sehr selten, stellt aber sicher, dass die folgenden Tests auf einer ebenen Fläche durchgeführt werden. Wenn Sie eine Abweichung von mehr als ~0,5-1 mm feststellen, fahren Sie mit der gesamten Prozedur fort und führen Sie diese Prüfung erneut durch, bevor Sie den Support kontaktieren.
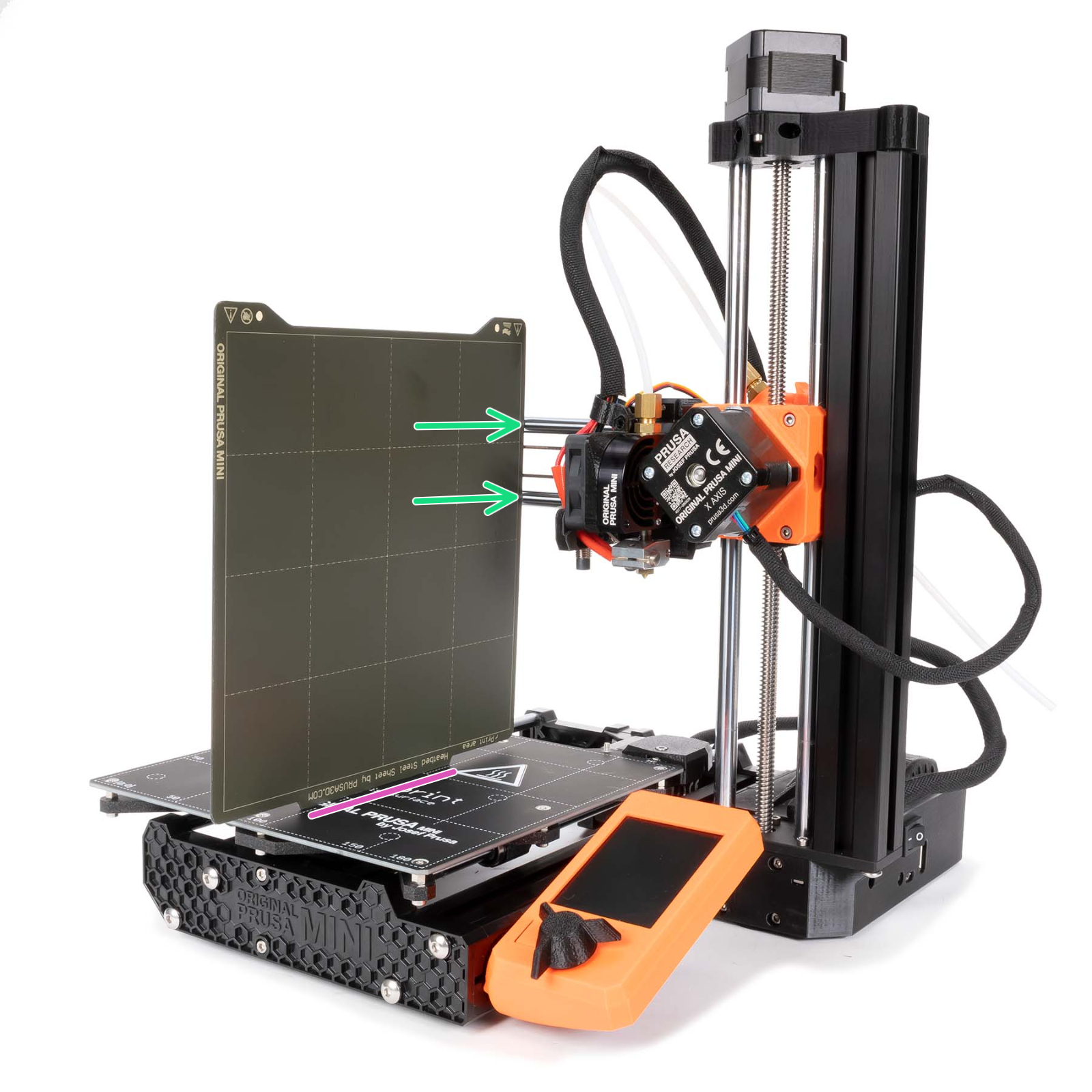
- Bei deaktivierten Schrittmotoren schieben Sie die Düsenspitze auf die mittlere gestrichelte Linie mit der gedruckten "100" mm-Markierung.
- Drehen Sie die Gewindestange der Z-Achse von Hand, um die Düse näher an das Bett heranzubringen (~1mm), so dass sie es fast berührt (violettes Lineal).
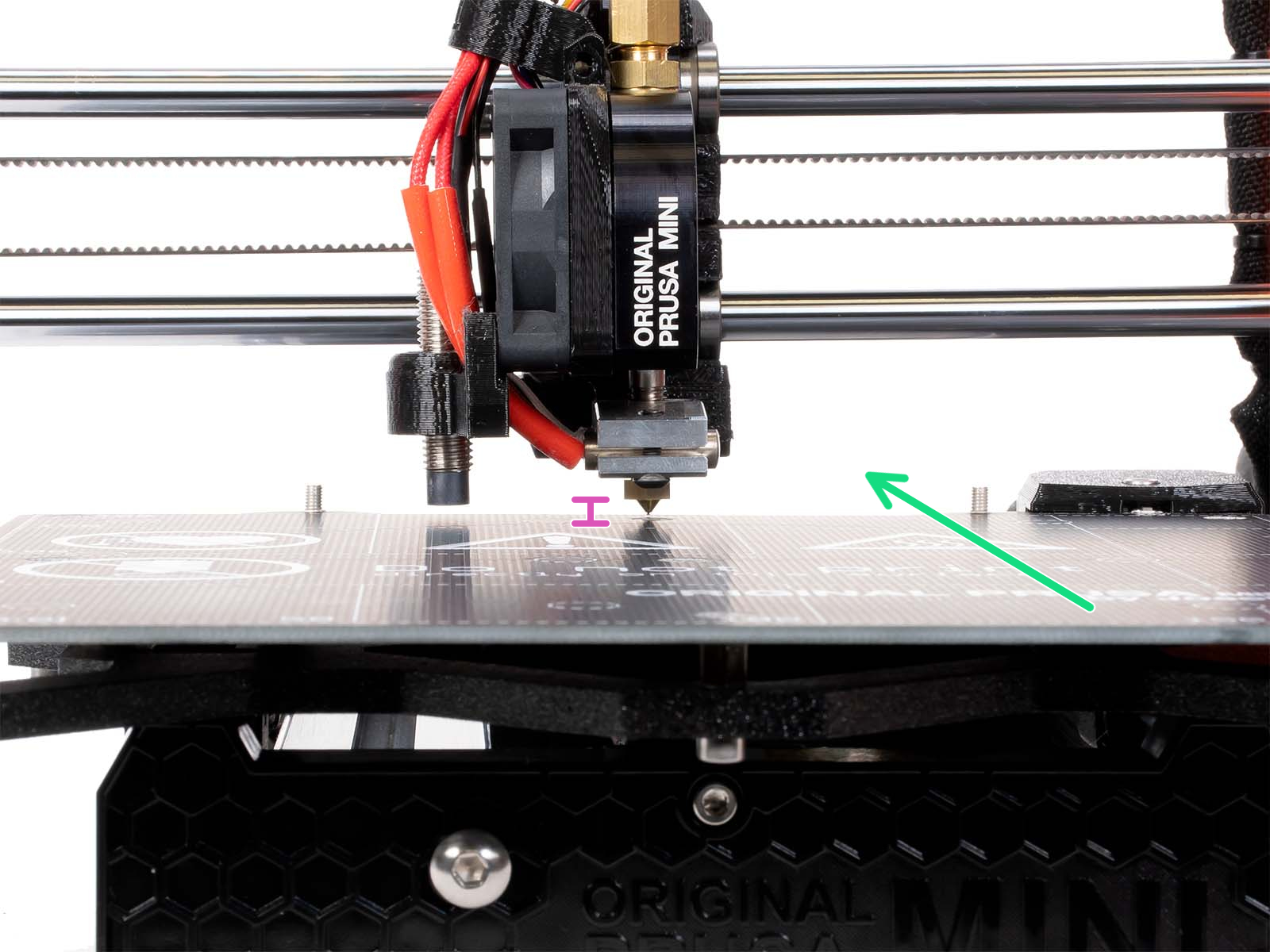 |  |
- Beobachten Sie den Abstand zwischen der Düse und dem Heizbett und schieben Sie das Bett von einem Ende zum anderen (grüne Pfeile), um zu sehen, ob es eine Abweichung gibt. Stellen Sie sicher, dass Sie das Bett nicht nach unten drücken, während Sie es verschieben!
YZ-Achse
Dies prüft das Bett (Y-Achse) gegen die Z-Achse und stellt sicher, dass die glatten X-Stangen parallel und senkrecht zur Z-Achse sind, wobei die Düse direkt nach unten zeigt.
- Während die Schrittmotoren noch deaktiviert sind, bewegen Sie den Druckkopf nach rechts zur X-Achse.
- Bewegen Sie das Heizbett an die Vorderseite des Druckers.
- Navigieren Sie im LCD-Menü zu Einstellungen -> Achse bewegen -> Z bewegen und drehen Sie den Regler im Uhrzeigersinn, bis sich der Druckkopf/X-Gantry etwa 100-150 mm über dem Bett befindet.
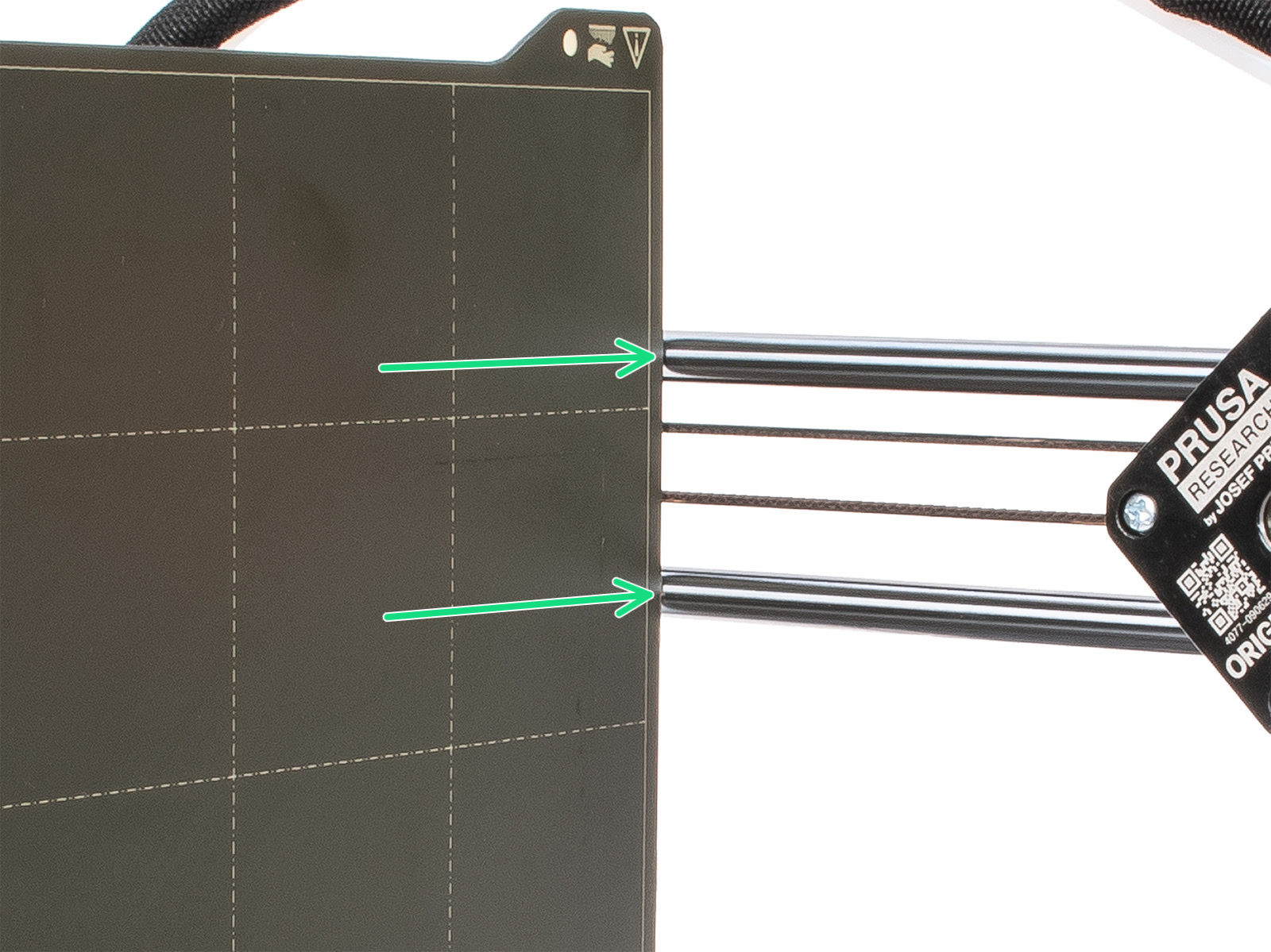
- Legen Sie das Stahlblech senkrecht auf das Bett, so dass die hintere Kerbe nach unten zeigt. Wenn es gegen die X-Achsen-Stangen gedrückt wird, sollte das Stahlblech beide glatten Stangen gleichzeitig berühren.
- Wenn sie es nicht gleichzeitig berühren, drehen Sie das Kunststoffteil des X-Ends vorsichtig, damit sie es berühren. Möglicherweise müssen Sie die zwei Schrauben an der Seite des X-Ends lösen, mit denen es an den Stangen befestigt ist, um es sanft zu drehen.
{kind=link}
 |  |
- Navigieren Sie zu Einstellungen -> Motoren deaktivieren, und bewegen Sie den Druckkopf nach links von der X-Achse.
- Überprüfen Sie dies noch zwei Mal mit dem Stahlblech auf der gedruckten gestrichelten Linie neben "50" und "150".
 |  |
XZ-Achse
Hier stellen wir sicher, dass die Düse über die gesamte Länge der X-Achse den gleichen Abstand zum Heizbett hält. Kalibrierung der ersten Schicht (MINI/MINI+) wird auch nicht über die gesamte Länge eine gleichmäßige Dicke haben und auf der einen Seite des Bettes flacher/mehr gequetscht sein als auf der anderen.
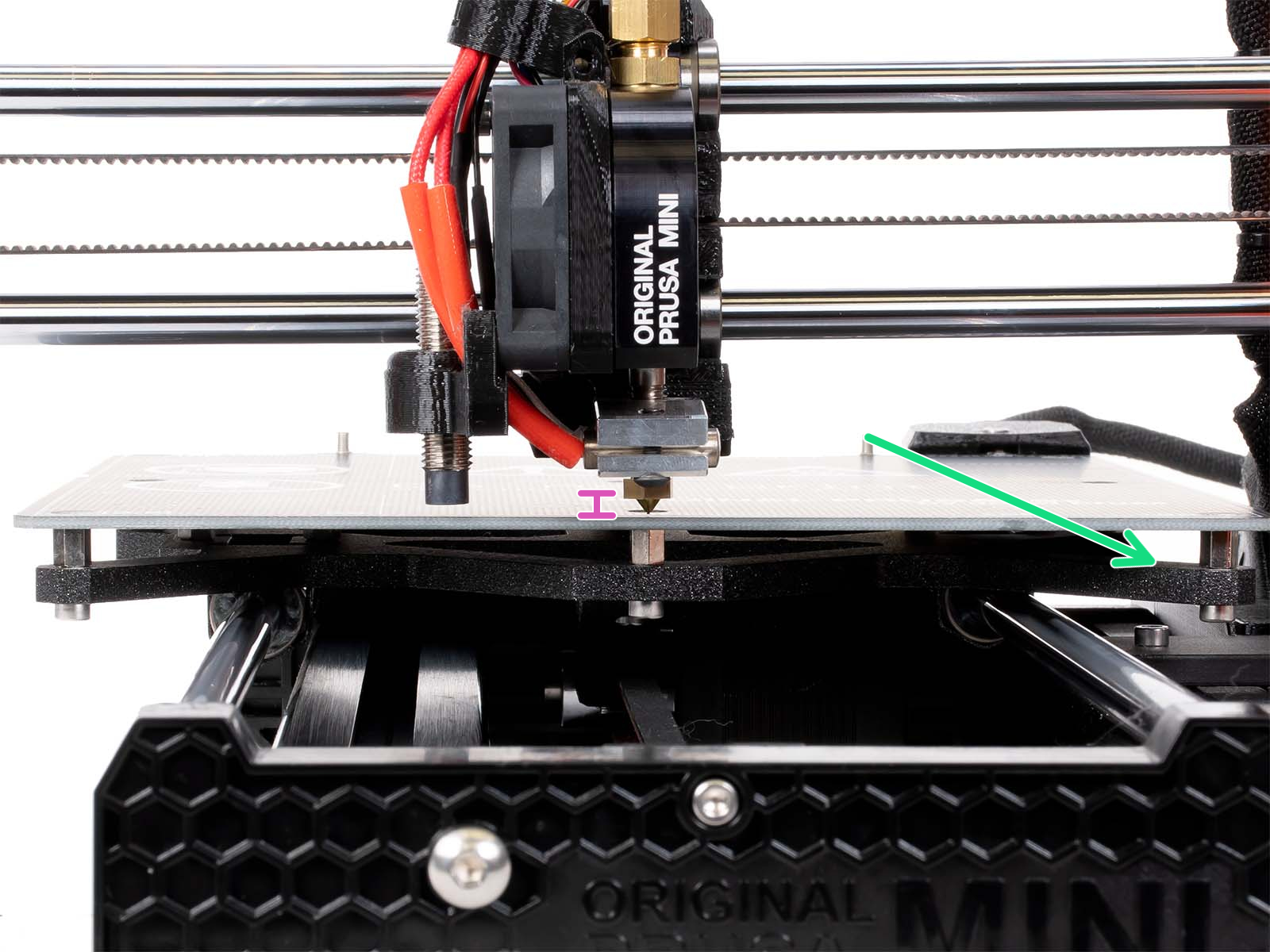
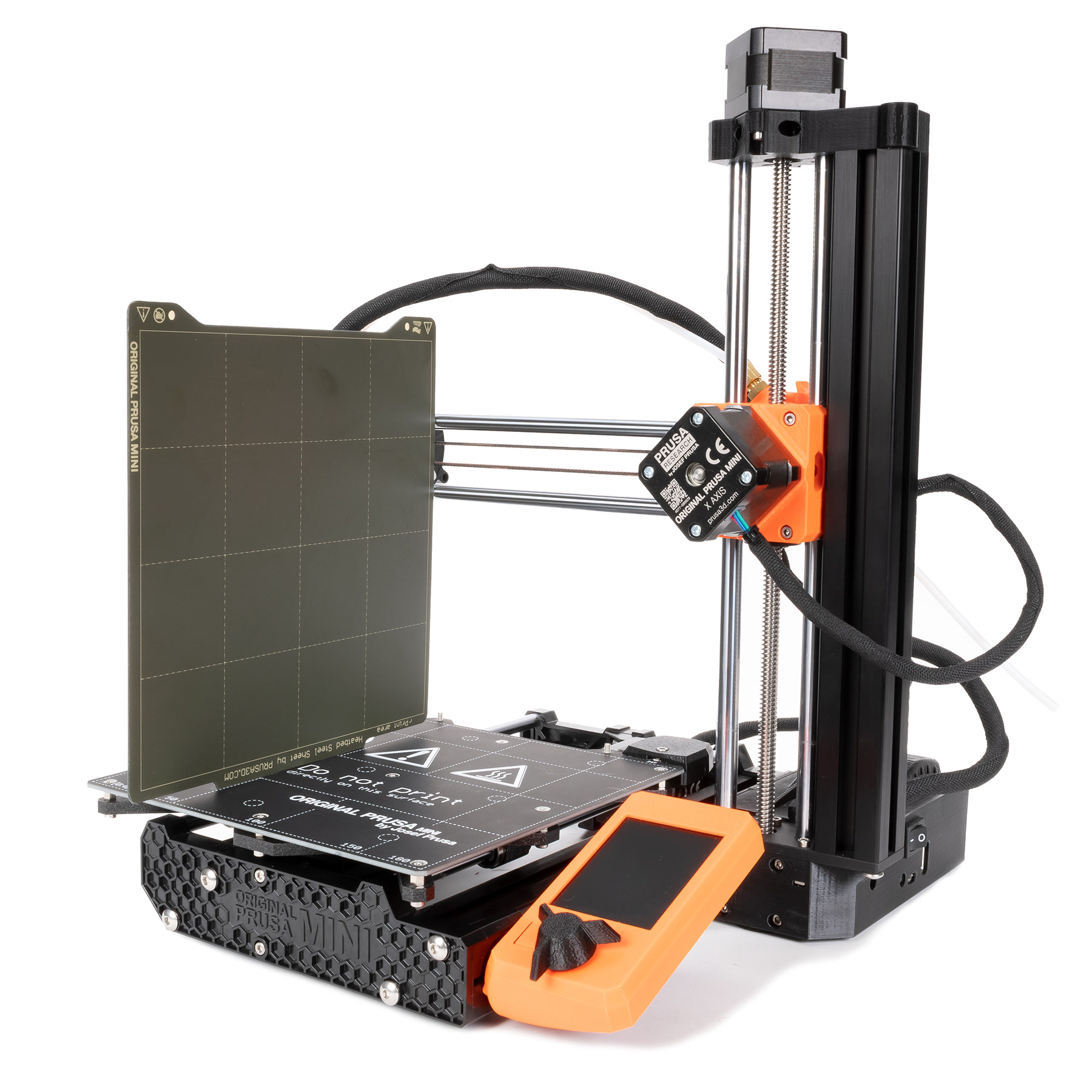
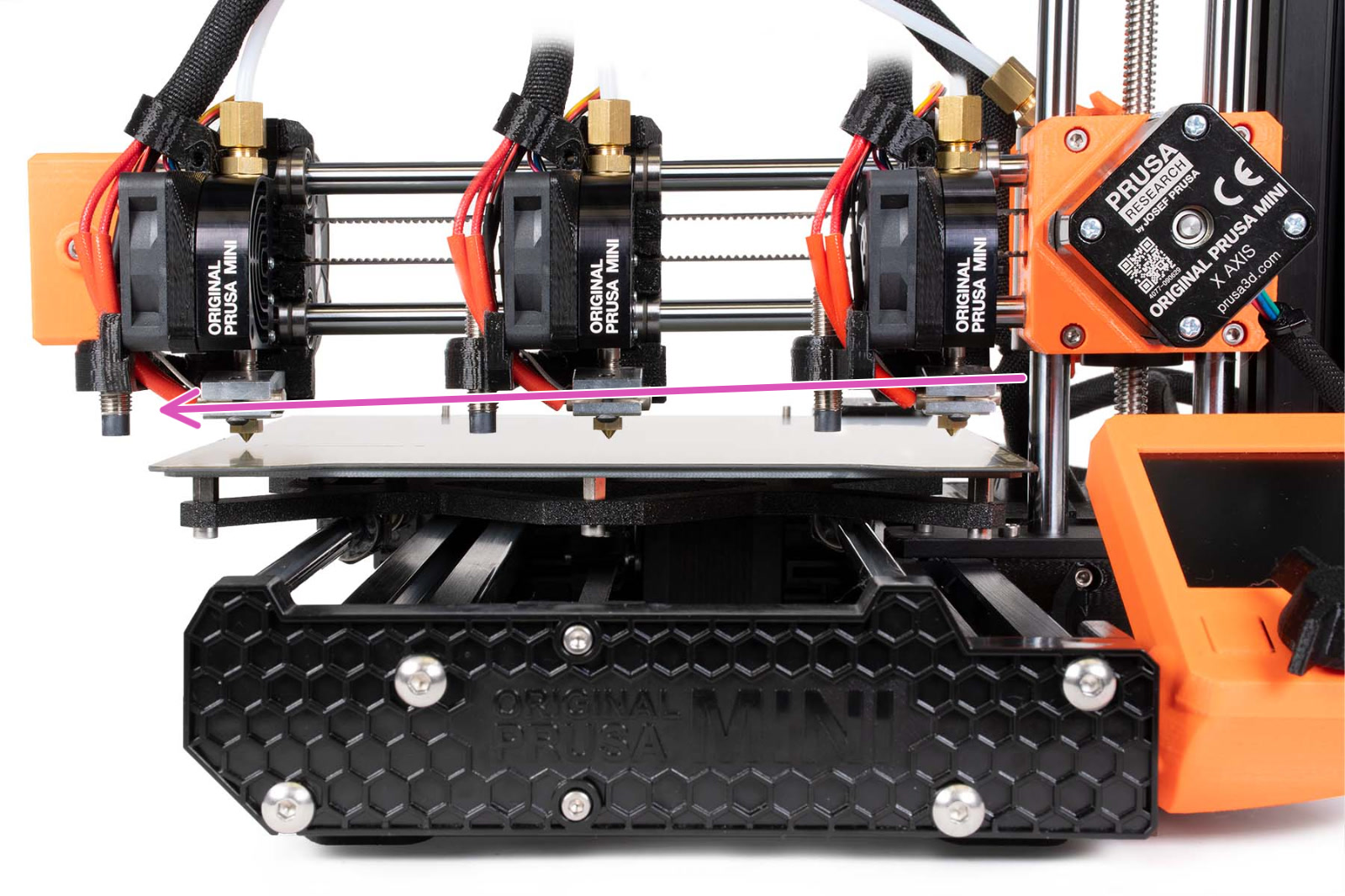
- Starten Sie den Drucker (LCD-Menü -> Kalibrierung -> Auto home), wodurch der Druckkopf ganz nach rechts und nahe an das Bett (linkes Bild) bewegt wird. Beachten Sie den Abstand zwischen dem Heizbett und der Spitze der Düse (violettes Lineal linkes Bild).
- Deaktivieren Sie die Schrittmotoren, indem Sie den Drucker neu starten oder zu Einstellungen -> Motoren deaktivieren navigieren.
- Schieben Sie den Druckkopf von Hand nach links über das Bett und prüfen Sie, ob sich der Abstand verändert. Die Düsenspitze sollte über die gesamte Länge der X-Achse den gleichen Abstand zur Druckoberfläche haben.
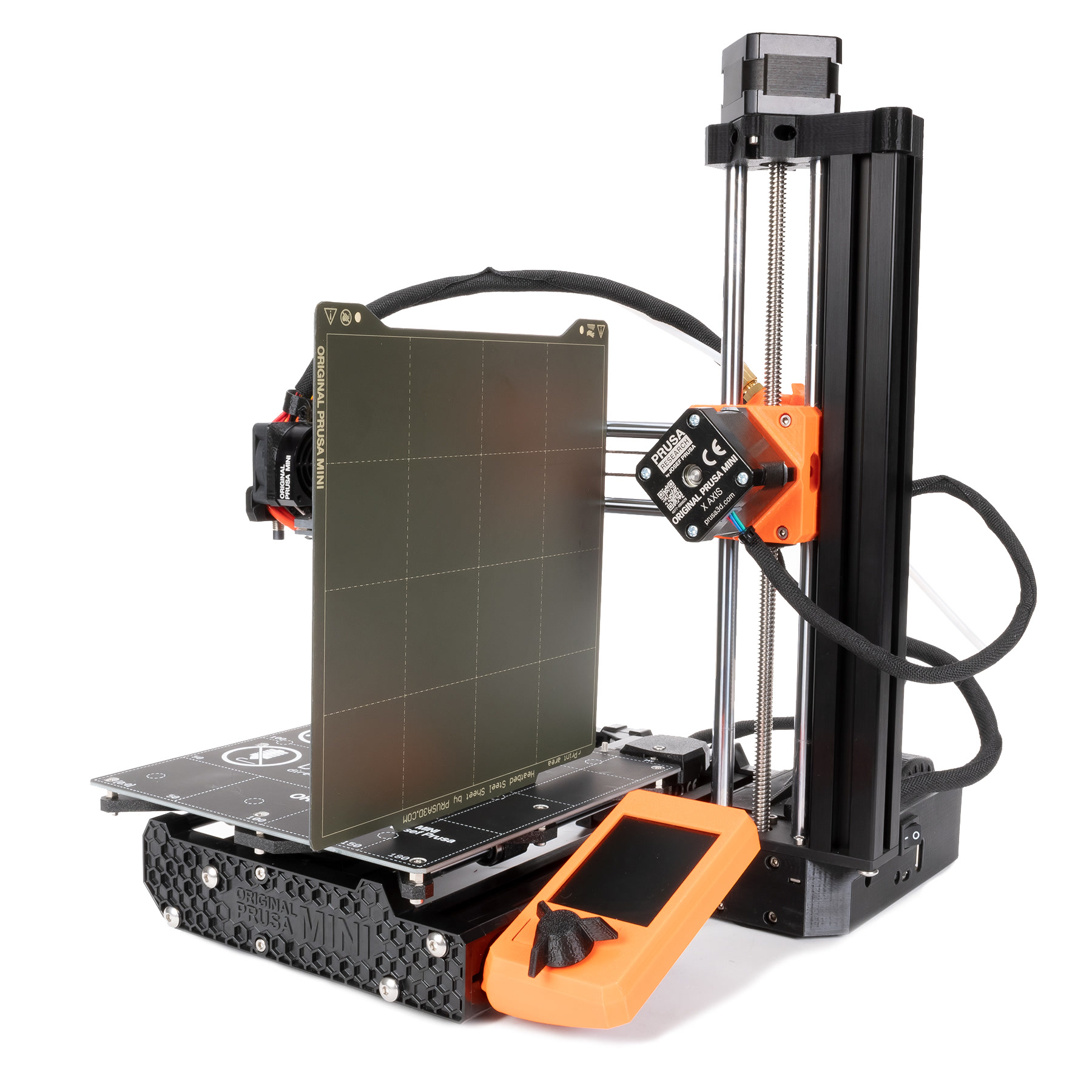
 Drucker mit einer XZ-Schräglage nach links.
Drucker mit einer XZ-Schräglage nach links.
XZ-Achsenkorrektur
Wir korrigieren diese Schieflage, indem wir die Y-Achsen-Extrusion zurücksetzen. Dazu benötigen Sie einen 3mm Innensechskantschlüssel.
- Starten Sie den Drucker, indem Sie im LCD-Menü zu Kalibrierung -> Auto home navigieren.
- Deaktivieren Sie die Schrittmotoren, indem Sie den Drucker neu starten oder zu Einstellungen -> Motoren deaktivieren navigieren.
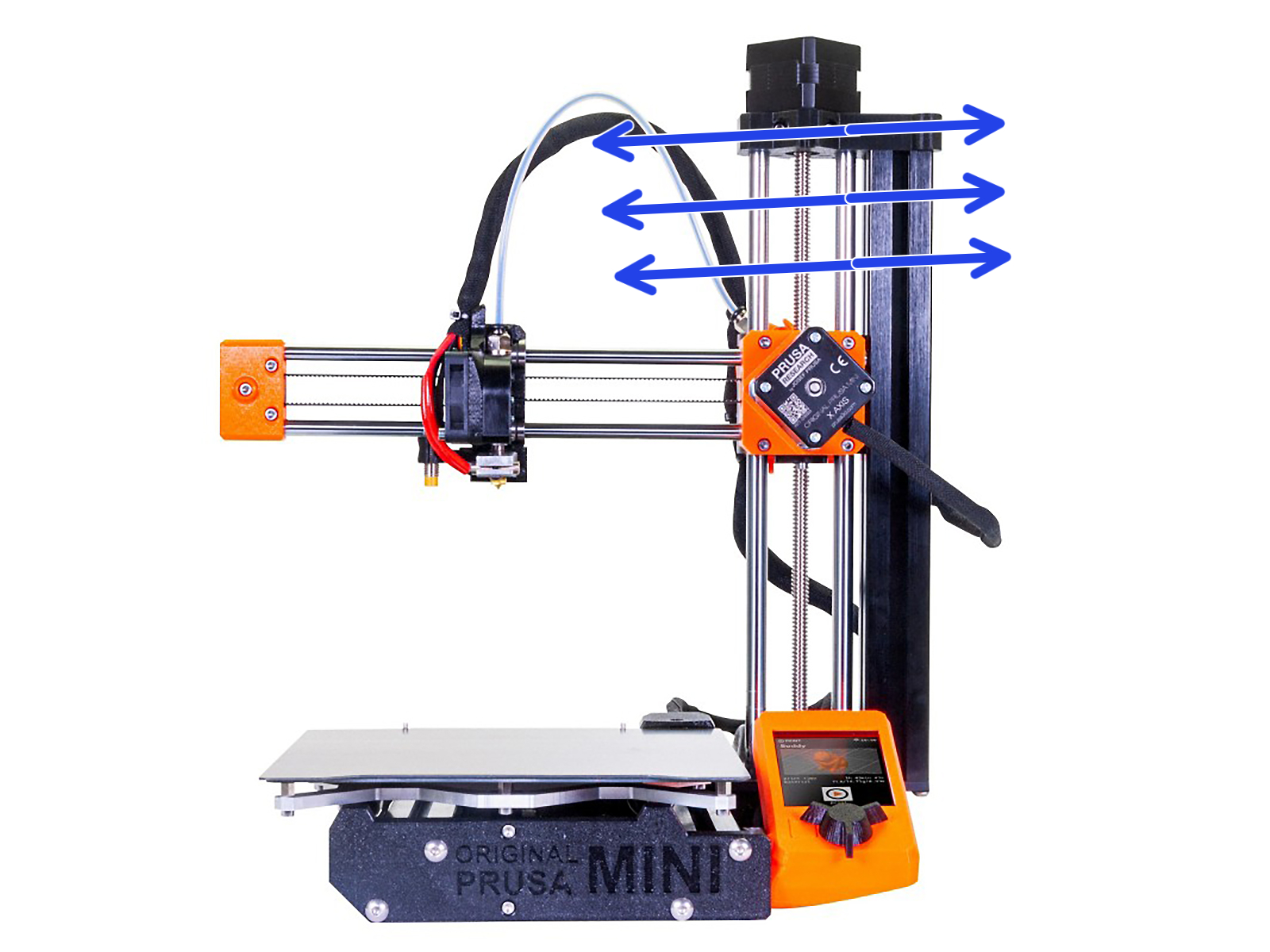
- Lösen Sie mit einem 3 mm Innensechskantschlüssel die beiden der Z-Achse am nächsten liegenden Schrauben an der Vorder- und Rückplatte (lila und grüne Pfeile). Entfernen Sie die Schrauben nicht, Lösen Sie sie nur etwa eine Vierteldrehung.
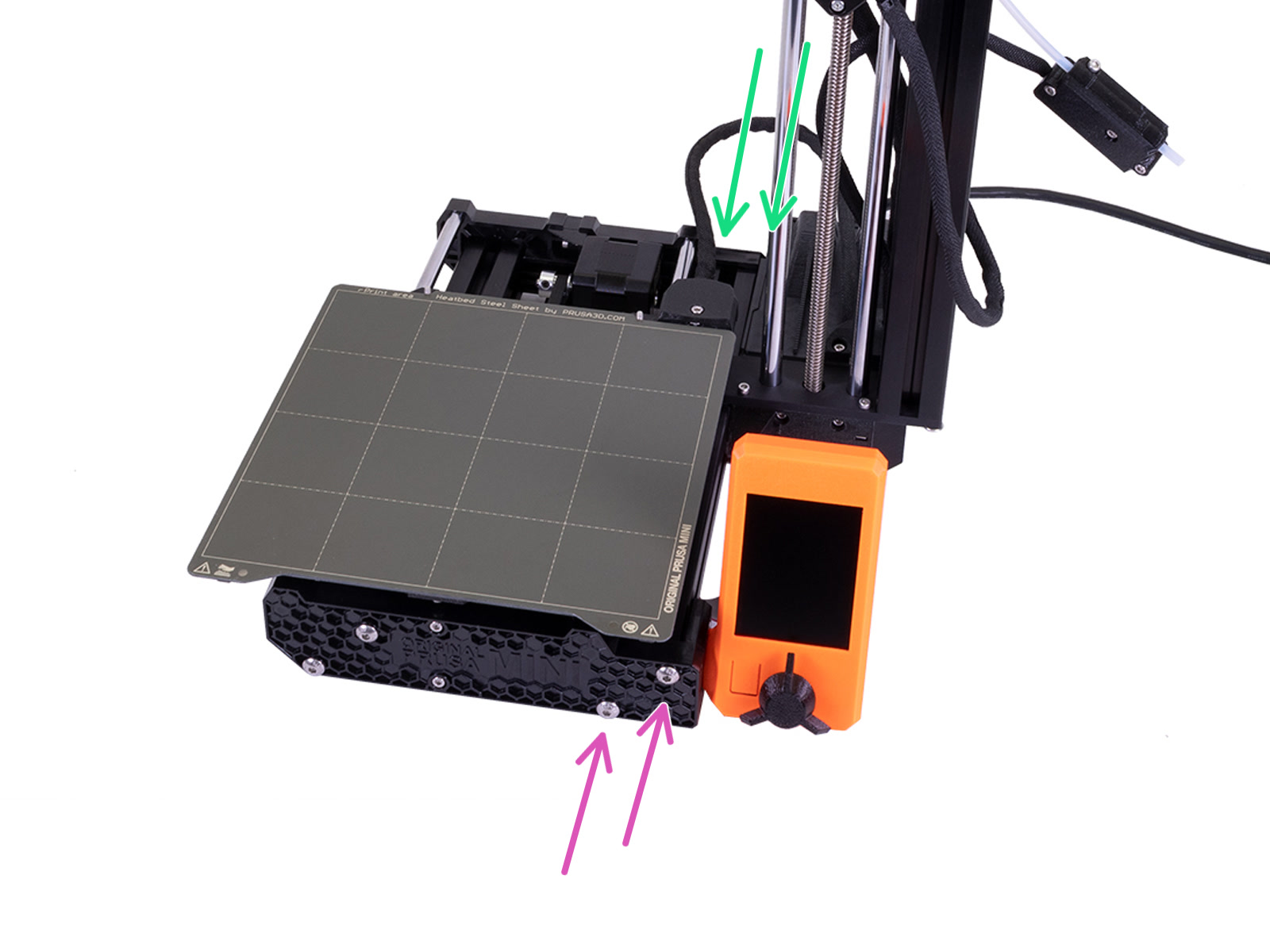
- Drücken Sie den Z-Turm vorsichtig zum Bett hin oder vom Bett weg (blaue Pfeile), je nach Richtung der Schräglage. Sie können den Drucker beschädigen, wenn Sie zu viel Kraft anwenden.
- Bewegen Sie die Düse über das Bett, um sicherzustellen, dass sie über die gesamte X-Achse den gleichen Abstand zum Bett hat (grüner Pfeil).
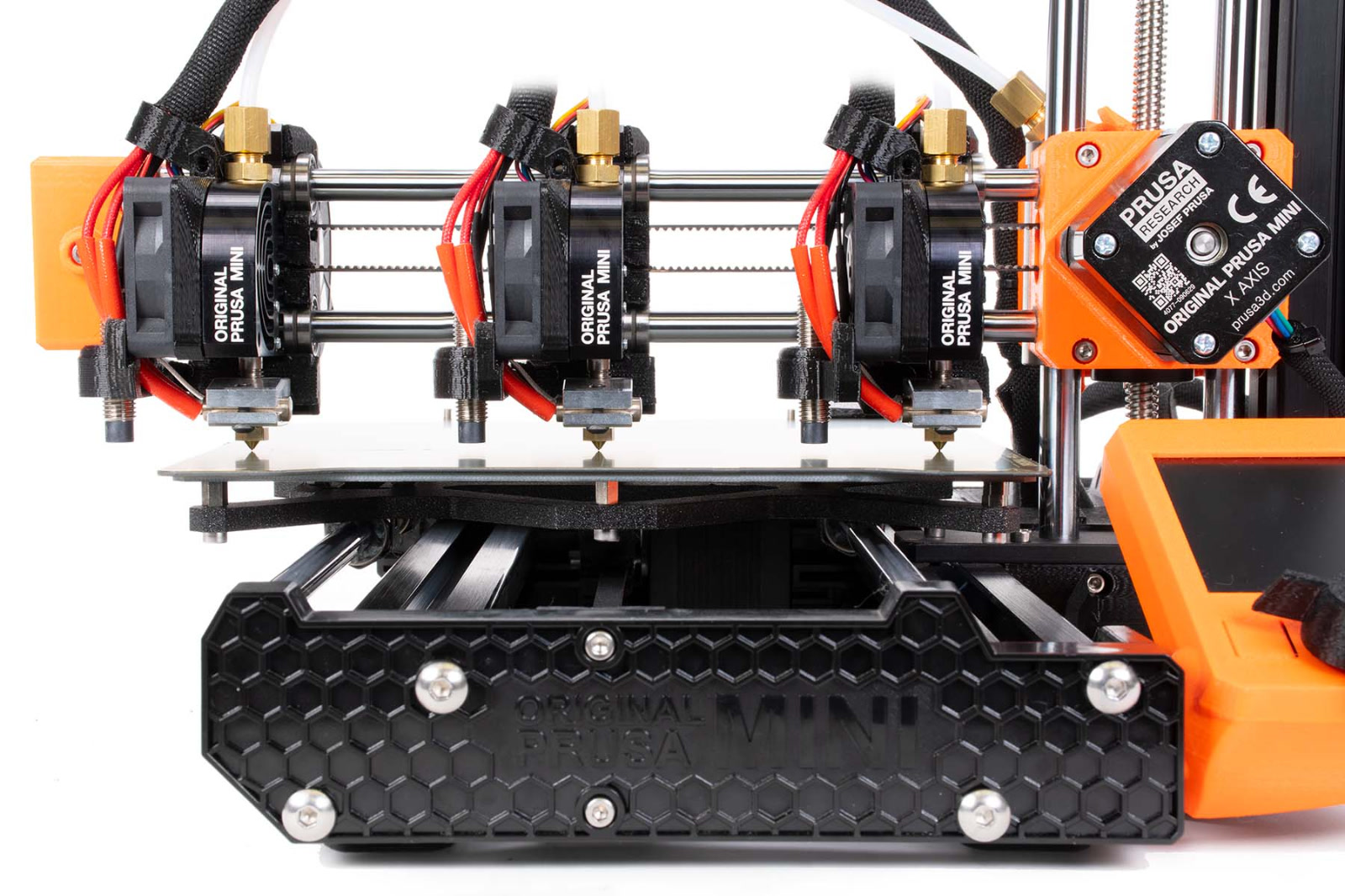
Korrigierter Drucker ohne Schräglage.
- Wenn Sie damit zufrieden sind, ziehen Sie die 4 Schrauben an der Vorder-/Rückplatte wieder fest, die Sie in Schritt 3 gelöst haben.
Feinabstimmung der XZ-Achse
Bei einer sehr kleinen Abweichung (0,5 - 1 mm) kann es schwierig sein, sie mit der obigen Methode einzustellen. Verwenden Sie diese Methode für die Feineinstellung, aber es ist wichtig, dass die beiden Endschrauben nicht mehr als 0,5-1 mm voneinander abweichen.
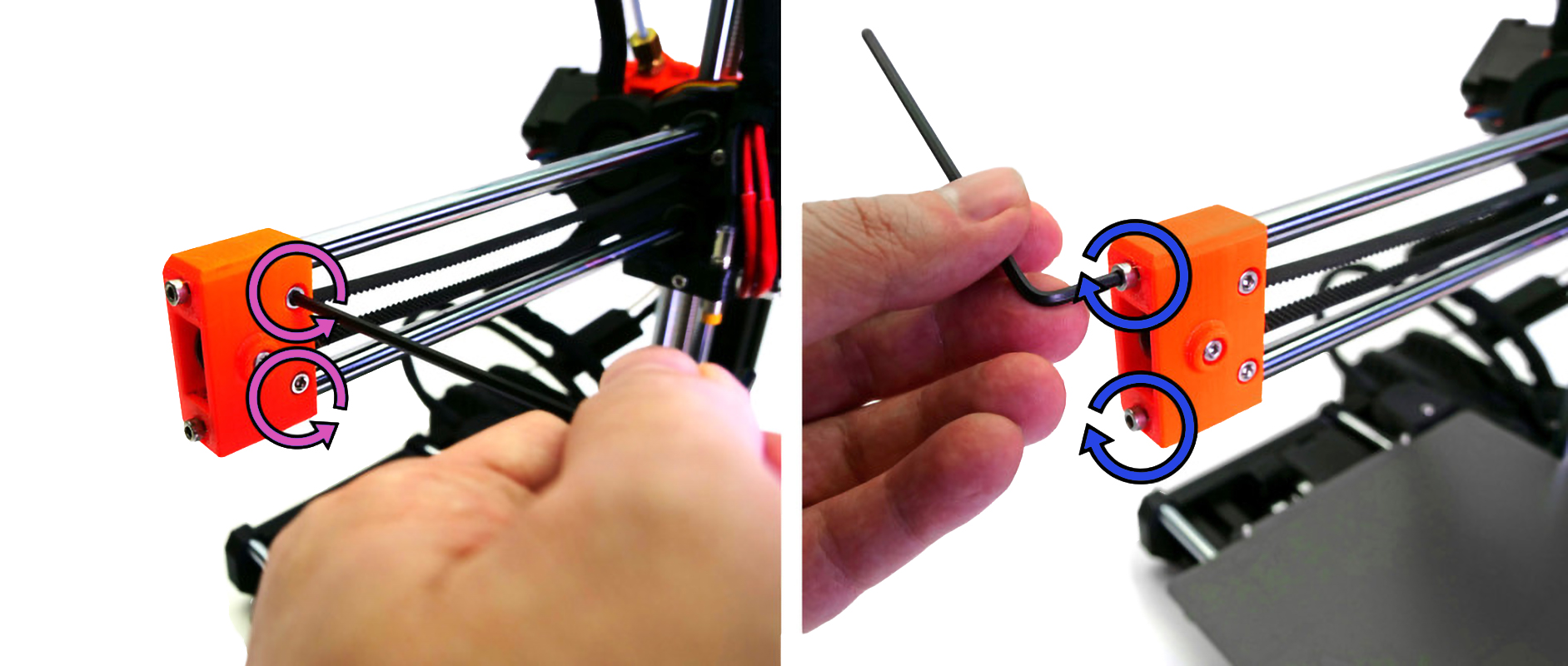
Einstellung nach unten
- Drehen Sie die beiden Schrauben an der Seite des Umlenkrollenhalters (violette Pfeile) gegen den Uhrzeigersinn.
- Drehen Sie die oberste Schraube am Ende im Uhrzeigersinn (oberer blauer Pfeil). Dadurch wird der X-Arm nach unten gebracht und die Schräglage korrigiert.
- Sichern Sie den Umlenkrollenhalter wieder, indem Sie die Schrauben an der Seite im Uhrzeigersinn drehen.
Einstellung nach oben
- Lösen Sie die beiden Schrauben an der Seite des Umlenkrollenhalters (violette Pfeile), indem Sie sie gegen den Uhrzeigersinn drehen.
- Drehen Sie die Untere Schraube am Ende im Uhrzeigersinn (unterer blauer Pfeil). Dadurch wird der X-Arm nach oben gebracht und eine leichte Schräglage in diese Richtung korrigiert.
- Sichern Sie den Umlenkrollenhalter wieder, indem Sie die Schrauben an der Seite im Uhrzeigersinn drehen.
4 Kommentare
also bei mir hat diese Anleitung super geholfen. Wichtig ist wie erwähnt das man jeden einzelnen Punkt abarbeitet!
Grüße
Sie schreiben, es sei wichtig, die Voraussetzungen vor der Kontrolle sicherzustellen. Leider ist mir das nicht möglich. Zur Info: Ich habe einen mini+ vom Mai 2021.