Un hotend di una stampante 3D può intasarsi. Questo articolo spiega le cause più comuni di questo problema, che di solito sono le stesse indipendentemente dal tipo o modello di stampante. Abbiamo poi un articolo a parte con consigli su come evitare innanzitutto la formazione dell'intasamento.
Come si presenta
Il sintomo più evidente è che il filamento non esce dall'ugello. Tuttavia, si noti che l'hotend può anche essere intasato solo parzialmente. Gli intasamenti parziali di solito si mostrano durante la stampa, anche dopo che siete stati in grado di caricare o scaricare il filamento.
I primi segni che indicano un ugello in procinto di intasamento sono:
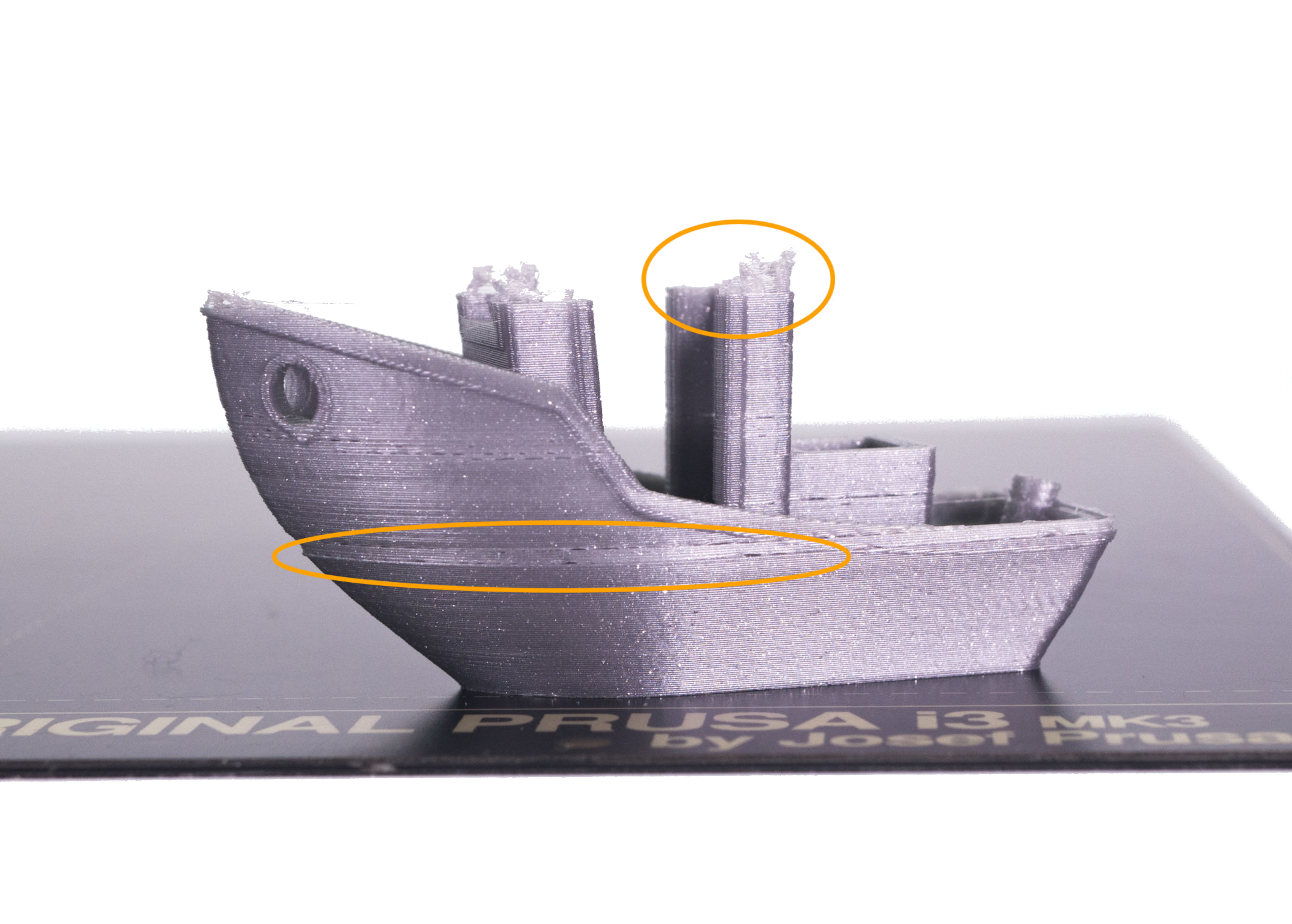
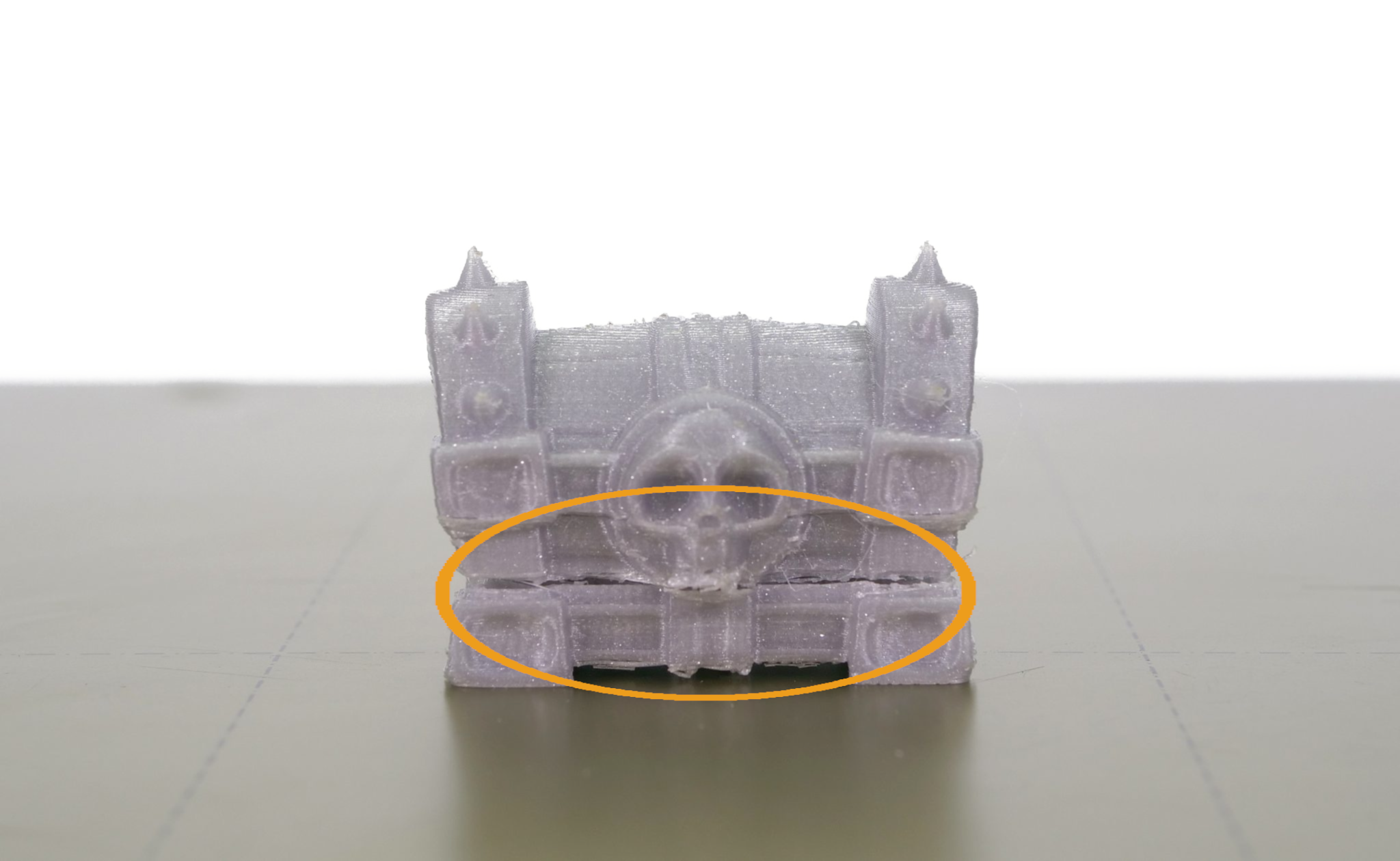
- Il filamento non viene estruso in modo consistente
- Le linee stampate risultano molto sottili e a volte non si attaccano al piano di stampa.
- Il filamento estruso si arriccia e si attacca all'ugello.
Un altro segnale comune è che si sentono dei click o ticchettii provenienti dall'estrusore. Il rumore di clic dell'estrusore significa che il motore passo-passo deve esercitare una forza maggiore rispetto ad una specifica soglia preimpostata e sta tornando indietro di uno o più passi (saltando) per alleviare la pressione.
|
|
Come risolvere il problema
Ci sono tre metodi principali per affrontare questo problema. Per scegliere il metodo giusto, vedere se è possibile o meno caricare/scaricare il filamento. Gli intasamenti parziali di solito possono essere fusi o tirati a freddo (cold pull), gli intasamenti più complessi che impediscono anche il caricamento del filamento richiedono il terzo metodo descritto di seguito.
Prima di provare uno qualunque di questi metodi, scaricare il filamento e rimuoverlo dall'estrusore. Per agevolare il lavoro, sollevare l'estrusore di 10-15cm tramite il Menù LCD -> Impostazioni -> Sposta asse -> Sposta asse Z.
Cold pull - Tiro a freddo
Il Cold Pull è un buon punto di partenza se si verifica un intasamento. Se il filamento può essere caricato e scaricato senza problemi, ma causa comunque problemi durante la stampa, pulire l'interno dell'hotend utilizzando la tecnica Tiro a freddo (MK3/S/+, MK2.5/S, MK3.5/S).
Tirare fuori l'intasamento
Nel caso in cui non sia possibile caricare il filamento, cercare di ammorbidire l'intasamento aumentando la temperatura dell'ugello e poi forzarlo. Questa è una procedura simile al tiro a freddo.
Per evitare ogni complicazione, prima di procedere imposta il caricamento automatico del filamento su OFF tramite Menù LCD -> Impostazioni -> Autocar.fil..
- Andare su Menù LCD -> Impostazioni -> Temperature -> Ugello.Impostare la temperatura ugello a 260°C se si è utilizzato PLA, o impostarla a 280°C nel caso di PETG o ABS.
- Dopo che l'ugello ha raggiunto la temperatura richiesta, attendere 2 minuti - il filamento dovrebbe iniziare a colare / gocciolare fuori.
- Spingere l'ago da agopuntura in dotazione (da 0,3 mm a 0,35 mm di diametro) nell'ugello dal basso. Inserirlo a 1-2 cm di profondità, per aiutare a liberare l'intasamento. Non inserirlo mai dall'alto e non caricare il filamento mentre l'ago è inserito.
- Se questo non è servito, provare usando un filo metallico rigido, lungo 100 mm, dritto e rigido, dello spessore di 1,5 mm: inserirlo e spingerlo nell'hotend per capire fino a dove può arrivare, cercando di forzare il filamento verso il basso nell'ugello e poi verso fuori. Si può anche usare la più piccola delle chiavi a brugola in dotazione. Questa non è molto lunga, quindi rimuovere il coperchio del sensore del filamento per arrivare più in profondità.
- Carica del filamento PLA. La nuova stringa dovrebbe spingere il resto del materiale bloccato dall'ugello.
Pulire le parti dell'hotend
Se non ci siete riusciti, è importante determinare dove si trova esattamente l'intasamento. Come detto in precedenza, un hotend intasato non è la stessa cosa di un ugello intasato: il materiale può essere inceppato anche sopra di esso.
Aprire lo sportello dell'Idler dell'estrusore e controllare se si vede o meno il filamento spuntare fuori dal tubo di PTFE.
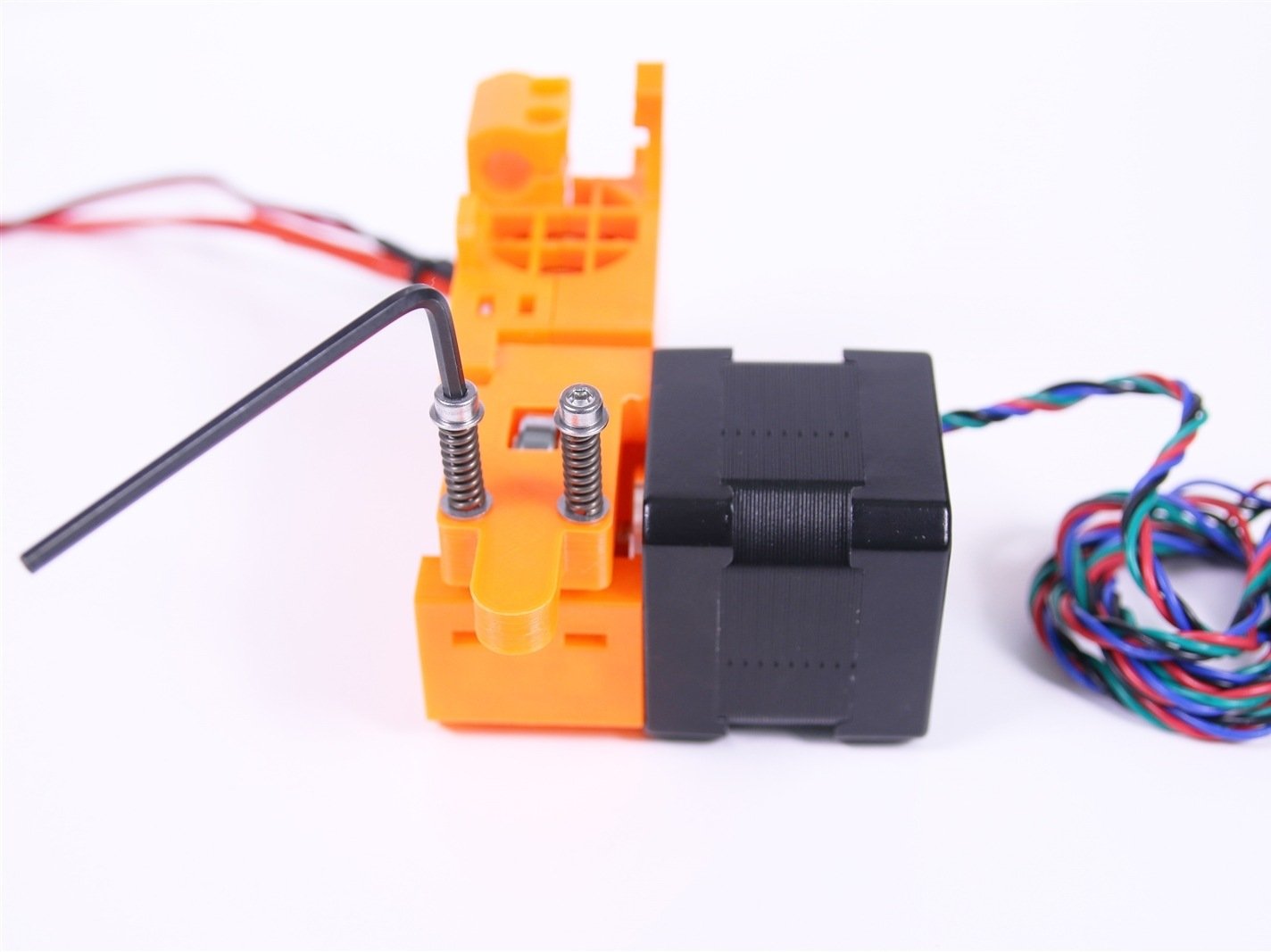
- Se si possiede una MK2/S, svitare entrambe le viti M3x40 con le molle, lo sportello dovrebbe aprirsi da solo.
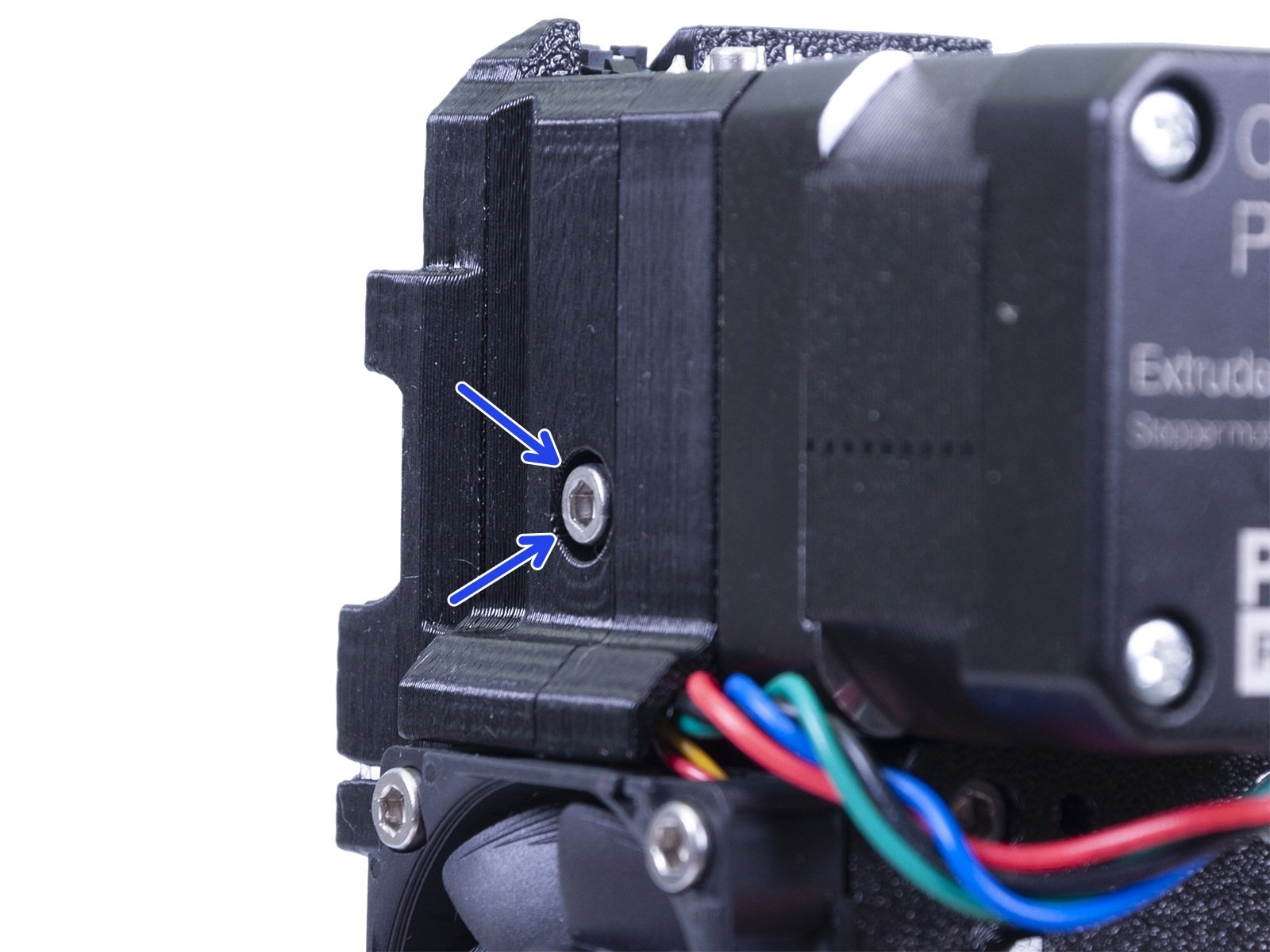
- Se si possiede una MK3 o una MK2.5, svitare entrambe le viti M3x40 poste sotto la finestra esagonale (anche queste hanno le molle).
- Se si possiede una MK3S o una MK2.5S, svitare la singola vite M3x40 (anche questa con la molla).
{kind=link}
{kind=link}
{kind=link}
Filamento bloccato nel tubo di PTFE
Se il filamento è bloccato nel tubo bianco di PTFE, sarà necessario tirare fuori l'hotend dall'estrusore. Usare questa guida per farlo (step 2 - 5). Rimarrete con la hotend esposto, appeso di fronte a voi. Preriscaldare tramite Menù LCD -> Impostazioni -> Temperature -> Ugello (260 °C se si è usato il PLA o a 280 °C se si è usato il PETG o l'ABS) e provare a rimuovere il filamento con le pinze tirandolo via dal tubo di PTFE.
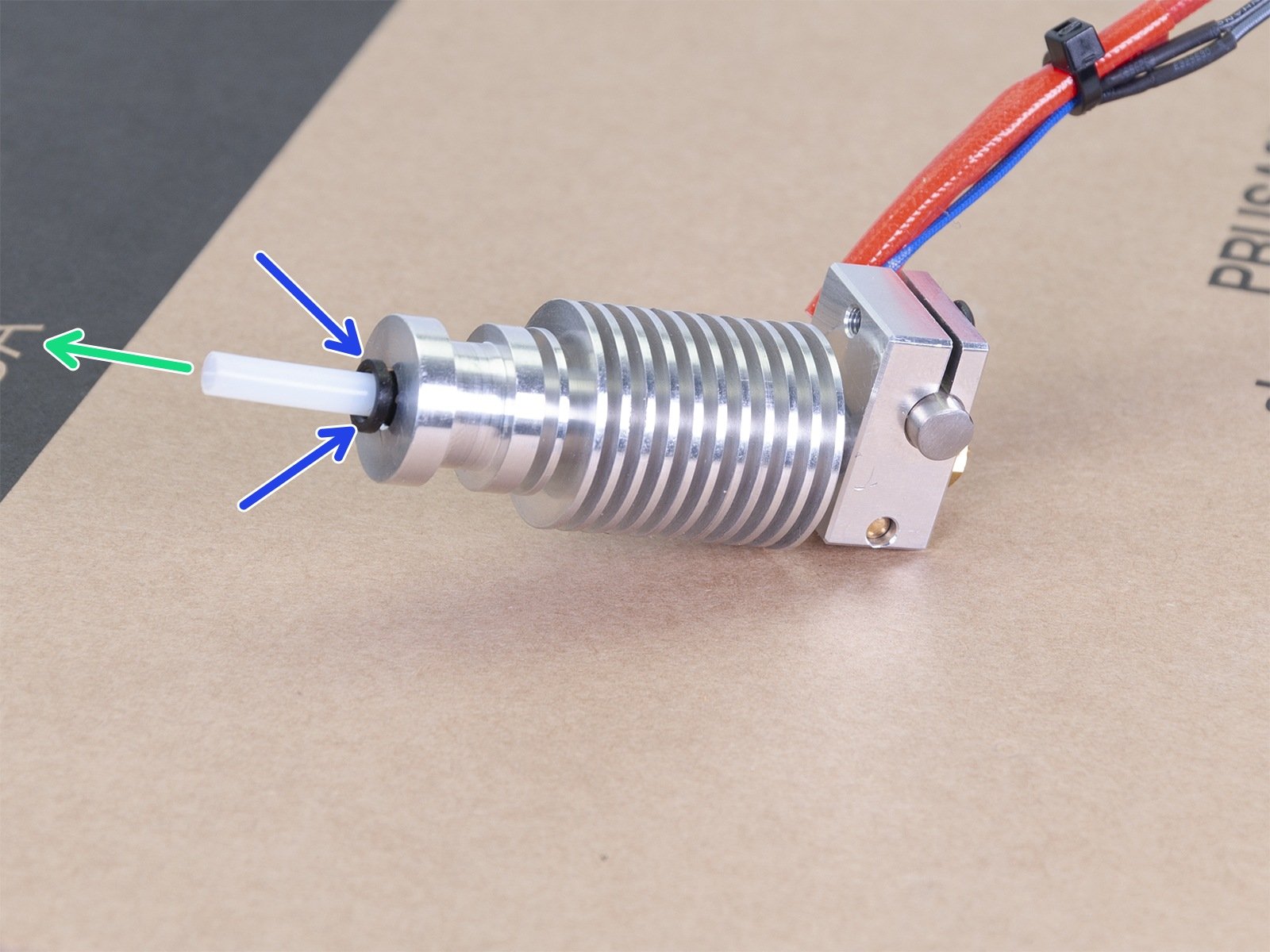
Alle volte potrebbe essere necessario rimuovere il tubo di PTFE, e in questo caso sarà necessario spingere in basso il colletto di nylon nero verso l'heatsink, in modo da liberarlo. Tenendo premuto il colletto verso il basso, tirare fuori il tubo di PTFE.
{kind=link}
Se il tubo di PTFE si è danneggiato permanentemente con l'intasamento o nel processo di rimozione, è possibile acquistarne uno nuovo sul nostro store online ( MK3S, MK2.5S o MK2/S, MK3, MK2.5). Inserendo il nuovo tubo di PTFE, assicurarsi di fissare correttaemnte il colletto: è necessario sollevare il colletto di circa 1 mm, e nel mentre, spingere il tubo di PTFE verso il basso. Facendo ciò saremo sicuri che non ci sia gioco in quanto il tubo di PTFE non può muoversi dentro l'hotend. Il mancato fissaggio del tubo di PTFE può essere causa di intasamenti.
Filamento bloccato nell'ugello
Se il tubo di PTFE è vuoto, potrebbe esserci qualche detrito bloccato nell'ugello. Svitare l'ugello dall'heater block (controllare questa guida per vedere come fare). Ci sono due modi per pulirlo: meccanicamente o con solventi chimici.
- Per pulire meccanicamente l'ugello, una volta rimosso dall'hotend, riscaldarlo con una pistola termica o eventualmente con un asciugacapelli, ed estrarre la materia bloccata con pinze ad ago o un paio di pinzette.
- Se si utilizzava il PLA o l'ABS, è possibile pulire chimicamente l'ugello. L'ABS si scioglie in acetone e il PLA in tetraidrofurano o acetato di etile. Immergere l'ugello in una di queste sostanze per un paio d'ore fino una nottata e poi usare le pinze ad ago o un paio di pinzette per rimuovere la massa appiccicosa.
Dopo aver risolto l'intasamento
Pulire gli ingranaggi Bondtech
Se hai riscontrato un intasamento, gli ingranaggi possono anche aver raccolto dei residui di macinazione del filamento che, a loro volta, ridurranno la forza di presa sul filamento. Assicurati di pulirli. Apri lo sportello del tendicinghia e pulisci ogni scanalatura dell'ingranaggio usando uno stuzzicadenti o l'ago da agopuntura fornito con la stampante.
Copri il tubo di PTFE per evitare che vi cadano dentro dei detriti. Puoi usare un batuffolo di cotone - coprirà in modo affidabile il tubo senza danneggiarlo. Dopo aver finito di pulire, dai una bella soffiata d'aria per eliminare i resti, mentre il tubo PTFE è ancora coperto.
Calibrazione
Se hai sostituito l'ugello dovresti, almeno, ripetere la Calibrazione primo layer, in quanto potrebbe essere cambiata con il nuovo ugello.
Se hai smontato e rimontato l'estruosre e/o l'hotend, consigliamo di eseguire l'intera calibrazione XYZ, seguita dalla Calibrazione primo layer.