Original Prusa CW1 to CW1S platform upgrade [進行中の翻訳] (1)
![Original Prusa CW1 to CW1S platform upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2021/07/CW1S-300x300.jpg)
![Original Prusa MK3.9 [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2023/09/fada7abe043f8f16c3781602c879a295-300x225.jpg)
![Original Prusa i3 MK3/MK3S/MK3S+ to MK4 upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2023/06/583d8bd9e08ae2a1fb9f89f582f7b492-300x225.jpg)
![Original Prusa i3 MK3/MK3S/MK3S+ to MK4S upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/09/5d2cd21b7c0d289414931d58063653ca-300x300.jpg)
![Original Prusa i3 MK3S/MK3S+ to MK3.5 upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/01/c36efdf53827ebbb8c3fa75daf87fd14-300x300.jpg)
![Original Prusa MK4 to MK4S upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/09/25dd755961dfcbc306081444ecbbccf2-300x225.jpg)

![Original Prusa MK4 to MK4S upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/09/272989e1e42ce9ef76caef2f77221853-300x225.jpg)
![Original Prusa MK4S kit assembly [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/07/cb0907364e4995bc99a3ede4dcaed134-300x225.jpg)
![Original Prusa Enclosure assembly (NEW) [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/05/0bff43c002fd588fd37f6f48339702f2-300x225.jpg)


![Original Prusa Enclosure [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/11/85f5bf27248bfdbe7cc130239dd1d622-300x225.jpg)
![Original Prusa MK4S with MMU3 (assembled) [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/08/7b9d919f6cc1815e5dae88a92123e1a6-300x300.jpg)
![Růženka Upgrade Final [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2021/11/DSC_3248-copy-300x225.jpg)
![Original Prusa XL [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2023/03/FINAL_XL_title-300x300.jpg)
![MINI+ kit assembly (draft) [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2021/01/d80844a254a18c6a-300x300.jpg)
![Original Prusa MK3S+ MMU3 upgrade kit to MK4/MK3.9 Assembly [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/04/e45cff0f9adc2d69192e3f6bb29d5fe9-300x225.jpg)
![Original Prusa XL semi-kit assembly INTERNAL [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2023/09/89874127203a1d4630c3e639d5f9e389-300x225.jpg)
![Original Prusa i3 MK3S to MMU2S [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2021/05/MMU_upg-300x300.jpg)
![Original Prusa XL unpacking (double tool) [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2023/09/f464d43fab651f71864a5ffd4eef5db4-300x225.jpg)
![Original Prusa i3 MK3 to MK3S+ upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2020/12/MK3S_upg-1-300x300.jpg)

![Original Prusa XL semi-assembled (Dual-Head) [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2023/08/d407c3329b4d368fb27298749a242fc1-300x225.jpg)



![Original Prusa XL unpacking (Quintuple - Head) [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2023/07/b0900cd505f78865-300x225.jpg)
![Original Prusa i3 MK1 to MK2 upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/ZXWJqXjnuJDFiMFe-300x300.jpg)
![Original Prusa XL Five-Head (Semi-Assembled) [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2023/08/2ba88d94d6df370efae0f52004b5a1b9-300x225.jpg)
![Original Prusa i3 Plus 2.85 mm to 1.75 mm upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/IMFZWDP1Sh1vt3dsV-300x225.jpg)
![Original Prusa XL Single-head to Five-head upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/01/0da5573d468faf8411cefb38e06b43d9-300x300.jpg)
![Original Prusa XL Single-head to Double-head [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/01/fc1950cd23cddfc91191ba7fb6973b1d-300x300.jpg)
![Original Prusa i3 Plus 1.75 mm to MK2S upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/Zj1dw6eASXnFp4kb-300x225.jpg)
![Original Prusa XL Double-head to Five-head upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/01/b5c838636ddfe02f8da845f83b570658-300x300.jpg)
![Original Prusa i3 Plus 1.75 mm kit assembly [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/JYwUkyXhDH5IpKt6-300x225.jpg)
![Original Prusa i3 MK2 to MK2S upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/KR5XftA1BnkROaOH-300x225.jpg)
![Toi Toi assembly manual [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/05/9d70e0d7b6988d9b696cb152d4159b10-300x225.jpg)
![Original Prusa i3 MK2/S to MMU1 [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2022/03/MK2S_MMU1upg-300x225.jpg)
![Original Prusa MINI assembly [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/prusuki/prusuki-images/RpVkkYHlRyBFAQ52-300x225.jpg)


![Editing Original Prusa i3 MK2S to MK3 upgrade [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2021/05/MK2_to_MK3_upg-300x225.jpg)


![Original Prusa i3 MK3/MK2.5 to MMU2 v1.01 [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2021/05/MK3_MMU2-300x225.jpg)



![Prusa Connect [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2023/08/d1f2cdc5a91e325ba7bbf3ce7ca5383f-300x225.jpg)

![QR Error codes [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2021/03/MINI_qr_error_upscaled-225x300.jpg)
![Troubleshooting [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/warping-400x400-1-300x300.jpg)

![Protective Shields [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/letak_4-300x225.jpg)

![3rd party accessories [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/4a8f59b1c5847f58_painted-300x300.jpeg)
![About [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/faq-300x300.png)
![General [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/wizard-300x300.png)
![User interface [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/UI-300x300.png)

![Filament settings [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/filament_settings-300x300.png)
![Printer settings [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/printer_settings-300x300.jpg)
![Advanced options [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/color_print-2-300x300.png)
![Multi-material slicing [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/mmu_category-300x300.png)
![Other [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/macros-300x300.png)
![Pritables Affiliate [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2024/02/aad466bbbd0e125162b0400704a604d4.webp)
![About Printables Clubs [進行中の翻訳]](https://cdn.help.prusa3d.com/wp-content/uploads/2023/07/c47f074d50d138f4660a15ad58ec7395-300x110.jpg)
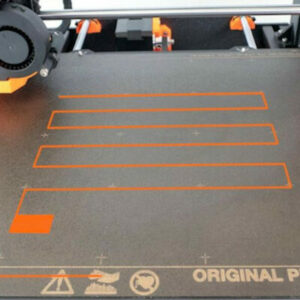
ファーストレイヤーキャリブレーションは、ノズルの先端とプリント面の距離を調整するためのものです。 押し出されたフィラメントが、わずかに押しつぶされてヒートベッドにぴったりとくっついている状態になるようにノズルの高さを調整していきます。 組立て済みのPrusaプリンターはすでに微調整されています。このキャリブレーションは、キットバージョンを組み立てた場合、またはノズルを変更する場合のみ必要となります。 ファーストキャリブレーションはウィザードの一部です(XYZキャリブレーションの最後のステップ)。 後で LCD menu - Calibration - First Layer Calibrati ...

安定したリリース PrusaSlicerの最新の安定版リリースは、常に DRIVERS & APPSパッケージ にあり、Windows、Mac OS X、およびLinuxで利用できます。パッケージにはテストオブジェクトとプリンタードライバーも含まれていますが、PrusaSlicerのみのインストールを選択することができます。 PrusaSlicerのイントロダクションとダウンロードまたは私たちのGitHubから、コンピューターのスタンドアロンインストーラーをダウンロードすることもできます。 安定版リリースとは、可能な限り徹底的にテストされ、多数の公開アルファバージョンおよびベータバー ...

プリンタが突然フィラメントを押し出さなくなったのに、エラーの報告もなくプリンタがプリント動作を続ける場合、ヒートクリープの被害を受けている可能性があります。 どのように見えるか? 大雑把に言うと、ヒーターブロックより上のホットエンドの部分が熱くなりすぎることをヒートクリープと呼びます。通常の場合、フィラメントはノズルのすぐ上で溶け始めます。しかし、ヒートブレイクが熱くなりすぎると、熱はホットエンド全体に不規則に上方に膨張し、フィラメントはホットエンド内の高い位置で軟化し始め、目詰まりを引き起こします。エクストルーダーのモーターは引き続きフィラメントを押し込もうとするため、「カチカチ」「コツコツ ...
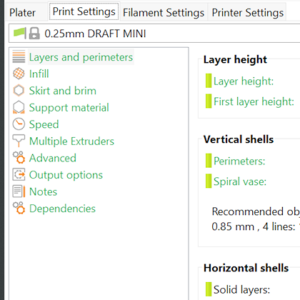
エキスパートモード を選択したときのみ表示されるオプションもあります。 積層高さ 個々のスライスの高さ/各レイヤーの厚さ。 積層の高さは以下の両方に大きく影響します: プリント時間 垂直解像度 より高い積層高さを選択することで、外観はある程度犠牲になりますが、プリント時間を大幅に短縮できます。 一方、低い積層高さ(0.10 mmなど)を選択すると、プリント時間は長くなりますが、より細かいディテールが表現できるようになります。 一般に、0.07mmや0.05mmの積層高さによるプリント品質の向上は比較的少ない割にプリント時間が大幅に長くなるため、0.10mmより低くすることはお勧めしていませ ...
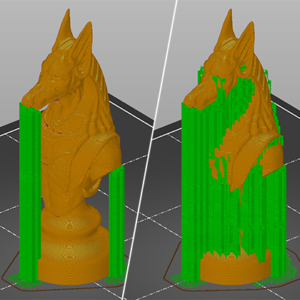
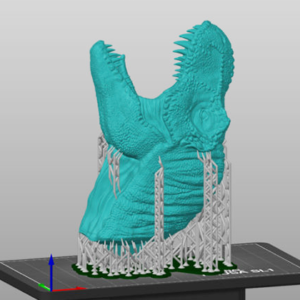
3Dプリンターは、下層の上に新しい層(レイヤー)を積み重ねていくことで3Dオブジェクトを作成します。つまり 新しいレイヤーは、その下のレイヤーとの重なりが必要です。 モデルの一部が空中で始まり、下のレイヤーのどこにも支持するものがない場合は、プリントを成功させるために、別途支持するための、いわゆるサポート構造を追加する必要があります。 モデルの方向を変更するとか、モデルを複数のパーツに分割して、オーバーハングを減らすなどの工夫により、サポート材の生成量を減らすことを検討するのは良いアプローチです。 PrusaSlicerは、サポートが必要な領域を検出し、サポートを自動的に生成させることができま ...

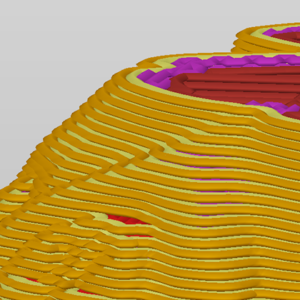
液体を流すパイプと同様に、3Dプリンターのホットエンドで溶融フィラメントが詰まることがあります。ここでは、3Dプリンターのタイプや品番に共通する主要な詰まりの原因を説明します。また、そもそも詰まりが形成されるのを防ぐ方法に関するヒントがあります。 詰まり現象について 一番わかりやすい詰まり現象は、フィラメントが挿入されているのに溶融フィラメントがノズルから出てこなくなるというものです。ただし、ホットエンドの部分的にしか詰っていないこともありますので注意が必要です。この部分的な詰まりが発生しているかどうかは、フィラメントのロード/アンロードは正常に行えるのでわかりにくいのですが、プリント中の積層 ...
これは 高度なキャリブレーションであり、 経験豊富なユーザーにのみお勧めします。 射出率(Extrusion Multiplier)を使用すると、押出し流量を微調整できます。これは、 簡単に言えばノズルから出るフィラメントの量です。 つまり、PrusaSlicerの 射出率 設定とプリンターファームウェアの Flowrate 設定は、同じことを調整する2つの方法ですが、これら2つの設定の一方を調整しても、もう一方の値には影響しません。 この手順は、工場から出荷される新しいプリンタでは必要ありませんが、特殊な用途やフィラメン ...
これは最も一般的な3Dプリントの問題であり、おそらく最初に遭遇する問題でもあるでしょう。ファーストレイヤーの形成は最も重要です。なぜなら、それがプリントされたオブジェクトの基礎となるからです。したがって、これが完璧でない場合、プリント失敗の可能性が高くなります。多くの一般的な3Dプリントの問題は、最初のレイヤー形成が悪いことに起因しています。いくつかの問題が発生する可能性があるので、これらの問題を回避するために何ができるか確認していきましょう。 最適なプリント品質を達成し、失敗したプリントの可能性を最小限に抑えるために、プリントシート表面は定期的にメンテナンスする必要があります。簡単な手順なの ...

概要 PETG は最も簡単にプリントできる材料の一つで、安価で初心者に適しています。 比較的高い靱性と耐熱性があるのでエンジニアリングパーツ (たとえばプリンターパーツ)のプリントに適しています。 推奨ノズル温度: 1層目が230℃ 、2層目からは240℃ 推奨ベッド温度: 1層目が85℃、2層目からは90℃ シート: パウダーコートされたテクスチャーもしくはサテンシートの使用を強くお勧めします。スムーズPEIシートにプリントすると密着が高すぎてシートが破損することがあります。 詳細な説明 PETG (グリコール変性ポリエチレンテレフタレート) は ...

Original Prusa i3 プリンターは、E3D V6ホットエンドを使用しています。 これらは、E3D V6 ホッとエンドに対応したノズルであれば、殿のずるでも装着可能です。プリンターに付属のノズルはE3D V6 0.4mm 真鍮ノズルですが、他のタイプや 穴径 も使用できます。 以下の手順はOlsson Ruby以外の全てのノズルで共通です。 Olsson Rubyノズルを交換するには、 3DVERKSTANの公式サイト にある指示に従ってください。そうしないと損傷する可能性があります! ノズルを変える理由は? ノズルを交換する理由は、大きく分けて2つあると考えられます。 ...
If you have a question about something that isn't covered here, check out our additional resources.
And if that doesn't do the trick, you can send an inquiry to [email protected] or through the button below.

