The materials used for FFF 3D printing are mostly hygroscopic. This means that they readily attract water molecules from the environment they are in. When used for printing, a material that has gathered humidity might not behave as expected.
Prevention
Some filaments are more hygroscopic than others. When using a new material, make sure to research its properties and the best way to store it. It is best to avoid having to dry the filament if possible.
It is best to store your filaments in a closed space or box, with some desiccant material in it. If you have limited availability for this type of storage, prioritize storing filaments that are more hygroscopic. PLA, for example, doesn't change properties too much by uptaking humidity, whereas Polyamide is affected quite significantly.
You can purchase a box with the specific purpose of keeping the filament dry (such as Prusa USS Drybox), or make your own.
Another popular solution to keep your filament dry is using vacuum bags for storage. There are bags specific for filaments, but you can use any that will fit a filament inside. Keep a desiccant in the bag when storing the filament.
Multi-Tool Printing
In printers like the Original Prusa XL, where filament is loaded directly into toolheads, any humidity in the filament is critical. When printing with multiple toolheads, the unused tools remain heated (the idle temperature is set to 70°C by default). If the filament is wet, moisture is released into the tool, causing stringing in the toolhead. In such cases, even PLA can absorb enough moisture to create printing issues. This makes the XL more susceptible to filament moisture compared to single-tool printers, therefore we recommend drying the filament before printing on the Original Prusa XL.
How to recognize if the filament has gathered humidity
In case a material is affected by humidity, the general first signal will be a poor quality of the model surface.
In some cases, the high content of water in the filament can cause low layer adhesion, blobs on the prints, and bubbling and smoke during extrusion.
Polyamide, PVA, and TPU (Flex) are filaments more often in need of drying than more popular filaments like PLA.
Prusament spool types
Prusament filaments are wound on a redesigned spool that introduces several improvements for an even better printing experience, starting in October 2025. The new spool features a simple locking mechanism that makes disassembly quick and easy, allowing effortless refills. It also stays secure during filament drying, even at higher temperatures.
For standard (low-temperature) filaments, we use a black spool, which resists drying temperatures as high as 90 °C. And for high-temperature filaments (Prusament PEI 1010), we use a grey spool, which is usable for temperatures reaching 150 °C. The new spools don't require any extra preparations before drying.
However, there is still a significant number of old spools on the market, which need extra preparation before drying filament.
Prusament black spool (old version)
The black plastic sides of Prusament spools are firmly pressed into the cardboard cylinder. The plastic sides expand with rising temperature and cause the expansion of the cardboard center as well. When the temperature decreases, plastic shrinks back to its original shape, but the cardboard stays expanded, which causes loosen spool. The spools can be heated up safely up to 45 ºC without this happening.
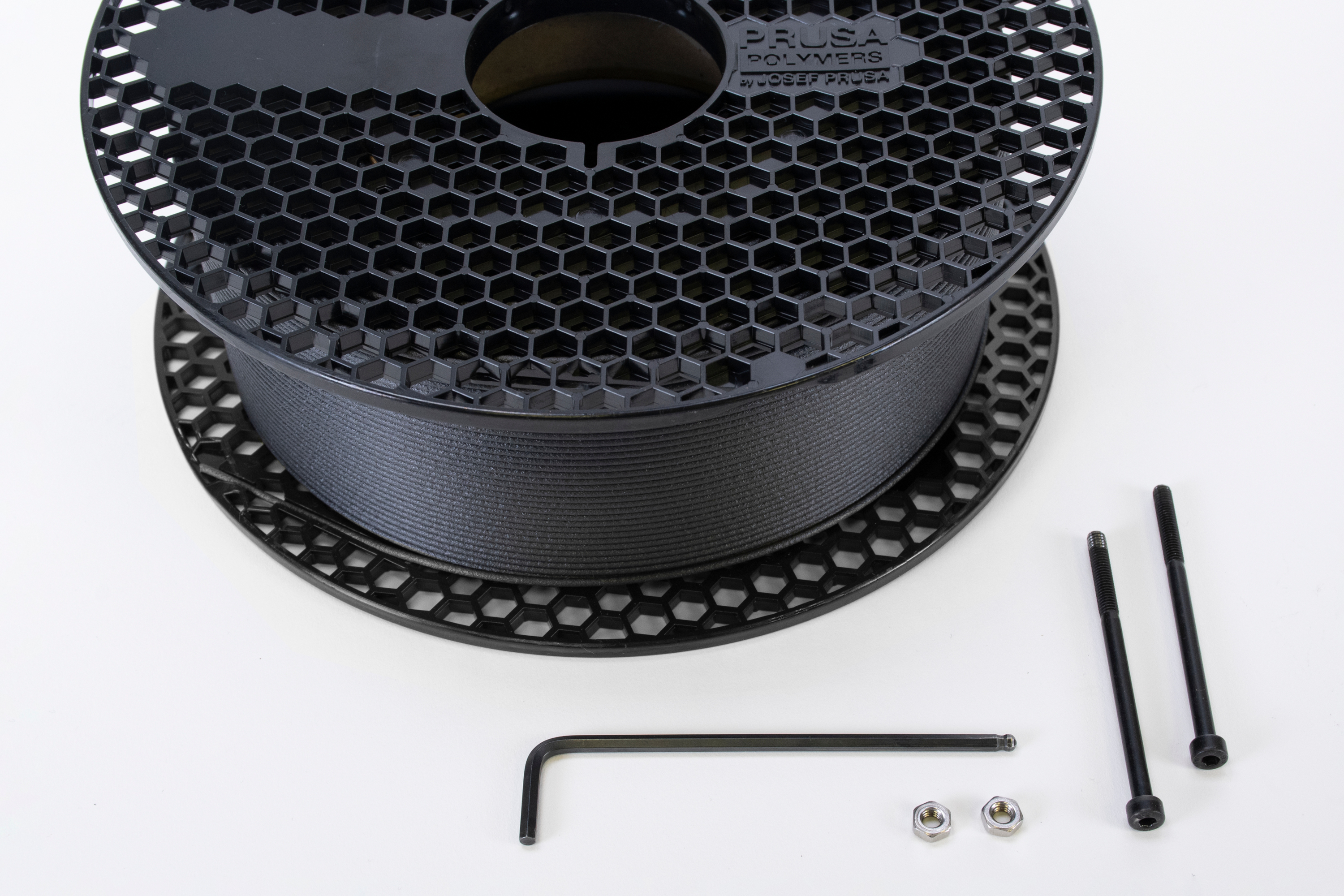
Alternatively, it is possible to add a screw holding the two sides of the plastic together. The screw needs to have a thread of at least 65 mm. In the pictures, we use an M4x65 screw, tightened by a 3.5mm Allen key.
After heating the spool to above 45 ºC, the screw must hold the spool until the end of its use, or else the spool will fall apart.
 |  |
 |  |
Prusament Grey spool (old version)
The old Prusament spools with grey plastic sides are glued to the cardboard center to prevent falling apart. The glue added can withstand up to 90 ºC. So there is no need to add the screw to dry this spool if this temperature is not exceeded.
The old version of PA11CF filament uses the grey Prusament spools. It is recommended to keep this filament in a dry box between each use, even if the filament will be used soon. In case that is not possible, dry the filament before each use.
Drying methods
Temperatures
Once you are sure that the spool will not fall apart, the following temperatures and times are recommended for the Prusament materials. It is important not to exceed these temperatures while drying the filament, or the filament will soften and stick together.
Also, it is important to stick to the recommended drying times to prevent overdrying.
| Material | Temperature | Time |
|---|---|---|
| PLA/rPLA | 45 ºC | 6 hours |
| Woodfill | 45 °C | 6 hours |
| PVB | 45 ºC | 8 hours |
| PETG (all versions) | 55 ºC | 6 hours |
| TPU | 60 °C | 4-6 hours |
| PP Carbon Fiber/Glass Fiber | 70 °C | 2-4 hours |
| ASA | 80 ºC | 4 hours |
| PC Blend | 85 ºC | 5 hours |
| PC Blend Carbon Fiber | 90 ºC | 4 hours |
| PC Space Grade | 90 °C | 4-6 hours |
| PA11 Carbon Fiber | 90 ºC | 6 hours |
| PEI | 150 °C | 8 hours |
Filament dryer
There are specialized boxes that will not only keep filaments dry but also actively remove the moisture from filaments. Usually, you are also able to keep the filament in the box while printing.
Make sure to check the specifications of the box you intend to use to make sure that it matches the drying temperature of your filament.
Oven
Since most people have an oven at home, this seems the easiest way to dry filament. However, some things need to be noted for filament drying in a conventional oven.
Home ovens don't have a very precise temperature measurement. The fluctuations that do not affect your food might damage your filament, especially low-temperature ones like PLA. If using an oven, make sure to have an external thermometer to correct the temperature if necessary.
Another issue is that a lot of home ovens cannot be set at a temperature low enough to dry the filaments without damaging them. Even if left for less time than recommended, high temperatures will damage the filament.
Professional drying ovens
If you need to dry high-performance or highly hygroscopic materials (such as PEI, PEEK, or carbon-filled nylons) with precise and stable temperature control, we offer laboratory-grade drying ovens.
We offer the Memmert UF-series ovens, which feature accurate temperature regulation, adjustable fan speed, and exhaust flap settings suitable for advanced filament drying.
Food dehydrator
A different method of drying is adapting a food dehydrator to fit a filament spool inside. The adaptation is usually achieved by taking off the trays between the layers and placing the filaments inside. These dehydrators usually have only low temperatures, so check the drying temperature of your filament before purchasing one.
18 comments
"We replaced the original paper core with a plastic one equipped with a locking mechanism, and we manufacture the whole spools from recycled polycarbonate. This ensures high reliability at temperatures up to 100 °C. And the High-Temp spools we use for PEI resist up to 150 °C, even with the OpenPrintTag inside."
Would be good to update the article!
That said, I have a slightly-fancy countertop convection oven (Breville) that seems to have very well-regulated temperature. Drying PLA at 130°F for an hour (the fan moving air in the oven) seems to do the trick for me. (Not done anything empirical.) With PLA ~60-65°C (140-149°F) is the glass transition temperature, so we are well below.
(CNC Kitchen did a video on this, a while back.)
TPU? 90 minutes, typically.
PLA/PETG? 60-90 minutes.
Now, obviously, the relative humidity in the surrounding environment will be a major factor. Your drying times might be longer. (Also funny to note that most sites say TPU requires 8 hours @ 50-60).