- English
- Čeština
- Español
- Deutsch
- Polski
- Français
- 日本語
- Home
- Utilizzo della stampante
- Manutenzione della stampante
- Tiro a freddo (MK3/S/+, MK2.5/S, MK3.5/S)
Tiro a freddo (MK3/S/+, MK2.5/S, MK3.5/S)
- Modelli 3D
- Guida ai materiali
- Slicing
- Manutenzione della stampante
- Regolazione della tensione della cinghia (MINI/MINI+)
- Regolazione della tensione della cinghia (MK4/S, MK3.9/S, MK3.5/S, MK3/S/+)
- Regolare la tensione delle cinghie (XL)
- Cablaggio elettronica Buddy (MINI)
- Cambiare o sostituire l'Hotend Nextruder
- Cambiare o sostituire l’ugello (MK2.5/S, MK3/S/+, MK3.5/S)
- Cambiare o sostituire l'ugello Prusa Nozzle
- Cambiare la testina di stampa
- Cambio/sostituzione dell'ugello (MINI)
- Controllo/riallineamento dell'ingranaggio Bondtech (MK3.5/S, MK3S/+, MK2.5S)
- Tiro a freddo (MINI)
- Tiro a freddo (MK3/S/+, MK2.5/S, MK3.5/S)
- Procedimento
- Risultati
- Dopo l'intervento
- Tiro a freddo (MK4/S, MK3.9/S, XL) #13702 #17702
- Traduzioni della Comunità
- Manutenzione CW1
- Sostituzione della pellicola FEP (SL1)
- Sistema antincendio (Enclosure)
- Aggiornamento Firmware (CW1)
- Aggiornamento firmware (MINI/MINI+)
- Aggiornamento Firmware (MK2.5S/MK2S)
- Aggiornamento Firmware (MMU2S)
- Aggiornamento firmware (SL1/SL1S)
- Sostituzione del filtro HEPA (HT90)
- Smontaggio Hotend & heatbreak bloccato nell'heatsink
- Come eseguire il downgrade del firmware (MK4/S, MK3.9/S, MK3.5/S, XL)
- Come rimuovere una vite spanata
- Come aggiornare il firmware (HT90)
- Come aggiornare il firmware (MK3S+/MK3S/MK3)
- Come aggiornare il firmware (MK4/S, MK3.9/S, MK3.5/S, XL)
- Come aggiornare il firmware (MMU3)
- Manutenzione Regolare Stampante i3
- Filtro IPA pigment filter (CW1/CW1S)
- MMU2S manutenzione regolare
- Manutenzione regolare MMU3
- Sostituzione dell'ugello (HT90)
- Pannelli PETG (Enclosure)
- Preparazione superficie di stampa
- Printing without purge tower on the XL (Multi-Tool)
- Manutenzione regolare (MINI)
- Manutenzione regolare della stampante (HT90)
- Manutenzione regolare della stampante (MK3.5/S)
- Manutenzione regolare della stampante (MK4/S, MK3.9/S)
- Manutenzione regolare della stampante (XL)
- Rimuovere manualmente il filamento dall'estrusore
- Schede SD e unità USB
- Manutenzione SL1/SL1S
- Rimozione della stampa SL1/SL1S
- Testare le funzioni di sicurezza (MK3/MK3S)
- Vibrazione/rumore durante la stampa (MINI/MINI+)
- Prusa Connect & PrusaLink
Il "tiro a freddo", o cold pull, è una tecnica che permette di pulire l'ugello della stampante e l'hotend da qualsiasi materiale che possa essere incastrato o bruciato all'interno. È anche possibile utilizzarlo per pulire l'hotend durante la normale routine di manutenzione.
Il tiro a freddo dovrebbe essere effettuata se l'ugello è solo parzialmente intasato e viene ancora estruso del filamento. Se l'ugello è completamente intasato, controllare la Guida per l'ugello otturato.
Procedimento
- Andare su Menù LCD -> Impostazioni -> Temperature -> Ugello (MK2.5/S, MK3/S/+) / LCD Menu -> Control -> Temperature -> Nozzle (MK3.5/S), ed impostare la temperatura a 270°C.
- Nell'attesa che l'ugello raggiunga la temperatura desiderata, disattivare l'Autocaricamento Filamento tramite Menù LCD -> Impostazioni -> Fil. sensor -> Autocar. Fil(MK2.5/S, MK3/S/+) / Menu LCD -> Impostazioni -> Sensore filamento (MK3.5/S).
- Rimanendo nel Menù, andare su Impostazioni e scegliere Disabilita motori.
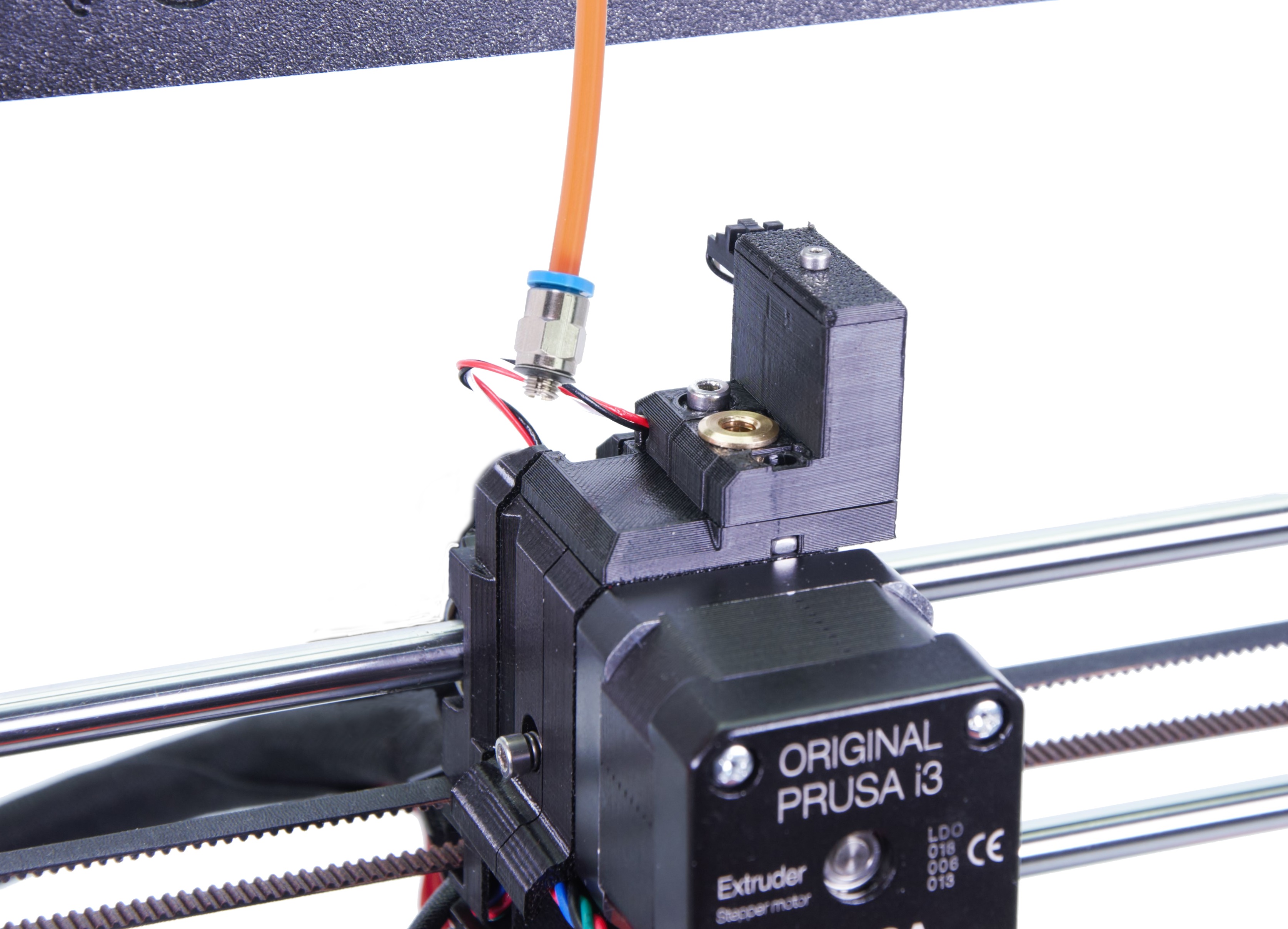
Non vi è alcun messaggio che gli stepper siano disabilitati, ma quando selezionato, non si sente più il sibilo elettrico. Se è possibile spostare manualmente il piano o l'estrusore sul suo asse, vuol dire che sono disabilitati. - Aprire lo sportello Idler dell'estrusore.
Svitare la vite cerchiata sotto usando una chiave a brugola da 2.5 mm. Su MMU2S e MMU3, svitare il tubo PTFE Bowden che collega l'unità MMU con l'estrusore.
 |  |
- Una volta raggiunta la temperatura di 270 °C, inserire manualmente un filamento di PLA nell'estrusore e spingerlo dentro fino a quando non inizia a fuoriuscire dall'ugello.
- Fermare il riscaldamento premendo su Raffredda nel Menù LCD -> Preriscalda (scrorri in basso fino in fondo), o premendo il pulsante di reset (X). Fare raffreddare l'ugello a temperatura ambiente. Per accelerare il raffreddamento è possibile attivare la ventola di stampa alla massima velocità, dal menù LCD -> Impostazioni -> Temperature -> Velocità ventola -> [255].
- Continuare a spingere manualmente il filamento verso il basso fino a quando la temperatura è troppo bassa affinché si sciolga ed esca (circa 170°C per PLA). L'ugello deve essere riempito affinché il tiro a freddo riesca.
- Togliere il materiale estruso in modo che non ci sia nulla che ostruisca il tiro in seguito.
- Dopo che l'ugello si è raffreddato a temperatura ambiente, andare nuovamente su Menù LCD -> Impostazioni/Controllo -> Temperature -> Ugello ed impostare una temperatura di 85°C.
- Non appena l'estrusore raggiunge questa temperatura, afferrare il filamento con una pinza ed estrarlo lentamente ma con costanza dall'estrusore.
Il filamento potrebbe spezzarsi all'interno. Assicuratevi di tirare dritto verso l'alto, non di lato. Tenere l'estrusore con l'altra mano. - Non fermarsi fino a quando il filamento non è completamente estratto dall'estrusore.
Risultati
Sulla punta del filamento che è stato estratto, si potrebbero vedere resti del materiale o dei materiali precedenti utilizzati o dello sporco bruciato che si è depositato nell'ugello (immagine a sinistra). Si consiglia di ripetere questa procedura più volte fino a quando il filamento non esce pulito.
L'immagine a destra mostra come dovrebbe essere un filamento pulito tirato a freddo. È importante avere il calco dell'ugello su di esso, in questo modo si è sicuri che l'ugello sia stato riempito e che non sia rimasto nulla all'interno. Inoltre, il colore non è mescolato con quello usato in precedenza o ha dei segni scuri.
 |  |
Dopo l'intervento
Fissare lo sportello dell'idler facendo in modo di posizionarela testa della vite dell'idler, che si trova sulla sinistra dell'estrusore, a livello con le parti in plastica quando il filamento non è caricato. Quindi, consigliamo di eseguire la calibrazione Z dal momento che spingere l'estrusore potrebbe avere causato uno sbilanciamento. Inoltre, riattivare il sensore di filamento/caricamento automatico del filamento.
Su MK2.5/S e MK3/S/+, la calibrazione dell'asse Z si trova in Menu LCD -> Calibrazione -> Calibrazione Z).
Su MK3.5/S, la calibrazione dell'asse Z si trova nel menu LCD -> Controllo -> Calibrazioni e test -> 3. Calibrazione dell'allineamento Z.
Commenti


Hai ancora delle domande?
Se hai una domanda su qualcosa che non è trattato qui, dai un'occhiata alle nostre risorse aggiuntive.
E se questo non dovesse funzionare, è possibile inviare una richiesta a [email protected] o tramite il pulsante qui sotto.