- English
- Čeština
- Deutsch
- Polski
- Français
- 日本語
- Home
- Utilizzo della stampante
- Manutenzione della stampante
- Tiro a freddo (MK3.9, MK4) #13702
Tiro a freddo (MK3.9, MK4) #13702
- Modelli 3D
- Guida ai materiali
- Slicing
- Manutenzione della stampante
- Regolazione della tensione della cinghia (MINI/MINI+)
- Regolazione della tensione della cinghia (MK3/MK3S/MK3S+/MK3.5/MK4+)
- Regolare la tensione delle cinghie (XL)
- Cablaggio elettronica Buddy (MINI)
- Cambiare o sostituire l’ugello (MK2.5S/MK3S/MK3S+)
- Cambio/sostituzione dell'ugello (MINI)
- Controllo/riallineamento dell'ingranaggio Bondtech (MK3S/MK2.5S)
- Tiro a freddo (MINI)
- Tiro a freddo (MK3.9, MK4) #13702
- Cold pull
- Tiro a freddo manuale (firmware pre-5.1.3)
- Risultati
- Tiro a freddo (MK3S/MK2.5S)
- Traduzioni della Comunità
- Manutenzione CW1
- Sostituzione della pellicola FEP (SL1)
- Sistema antincendio (Enclosure)
- Aggiornamento Firmware (CW1)
- Aggiornamento firmware (MINI/MINI+)
- Aggiornamento Firmware (MK2.5S/MK2S)
- Aggiornamento Firmware (MMU2S)
- Aggiornamento firmware (SL1/SL1S)
- Smontaggio Hotend & heatbreak bloccato nell'heatsink
- Come rimuovere una vite spanata
- Come aggiornare il firmware (MK3S+/MK3S/MK3)
- Come aggiornare il firmware (MK4/XL)
- Manutenzione Regolare Stampante i3
- Filtro IPA pigment filter (CW1/CW1S)
- MMU2S manutenzione regolare
- Manutenzione regolare MMU3
- Pannelli PETG (Enclosure)
- Preparazione superficie di stampa
- Printing without purge tower on the XL (Multi-Tool)
- Manutenzione regolare (MINI)
- Manutenzione regolare della stampante (MK4, MK3.9)
- Manutenzione regolare della stampante (XL)
- Rimuovere manualmente il filamento dall'estrusore
- Schede SD e unità USB
- Manutenzione SL1/SL1S
- Rimozione della stampa SL1/SL1S
- Testare le funzioni di sicurezza (MK3/MK3S)
- Vibrazione/rumore durante la stampa (MINI/MINI+)
- Prusa Connect & PrusaLink
La tecnica del "cold pull" (tiro a freddo) permette di pulire l'ugello e l'hotend della stampante da qualsiasi materiale che possa essere incastrato o bruciato all'interno. Può essere utilizzata anche per pulire l'hotend durante la consueta routine di manutenzione. A partire dal firmware 6.0.0, la stampante eseguirà il processo automaticamente. Nota che questo processo è disponibile solo per le stampanti MK3.9 e MK4.
Il tiro a freddo deve essere eseguito se l'ugello è intasato solo parzialmente e se è possibile estrudere ancora un po' di filamento. Se l'ugello è completamente intasato, controllare l'articolo sull'hotend intasato per MK4.
Dai nostri test è emerso che il PLA è il migliore per il tiro a freddo, poiché altri filamenti non trattengono la punta come invece avviene con il PLA e si strappano o si sciolgono troppo. Tuttavia, esistono filamenti specifici per la pulizia degli hotend.
Cold pull
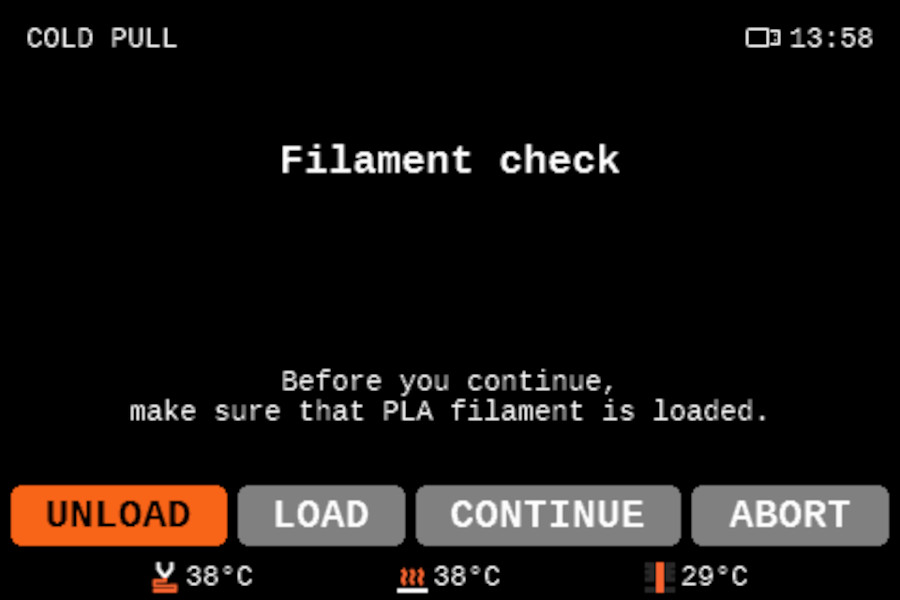
Quando esegui questa procedura, tieni a disposizione almeno 30 cm di PLA. Vedrai le opzioni: scarica il filamento corrente (consigliato nel caso in cui tu abbia caricato un filamento diverso dal PLA), Carica il filamento PLA e continua con il filamento caricato (da utilizzare solo se il filamento caricato è PLA).
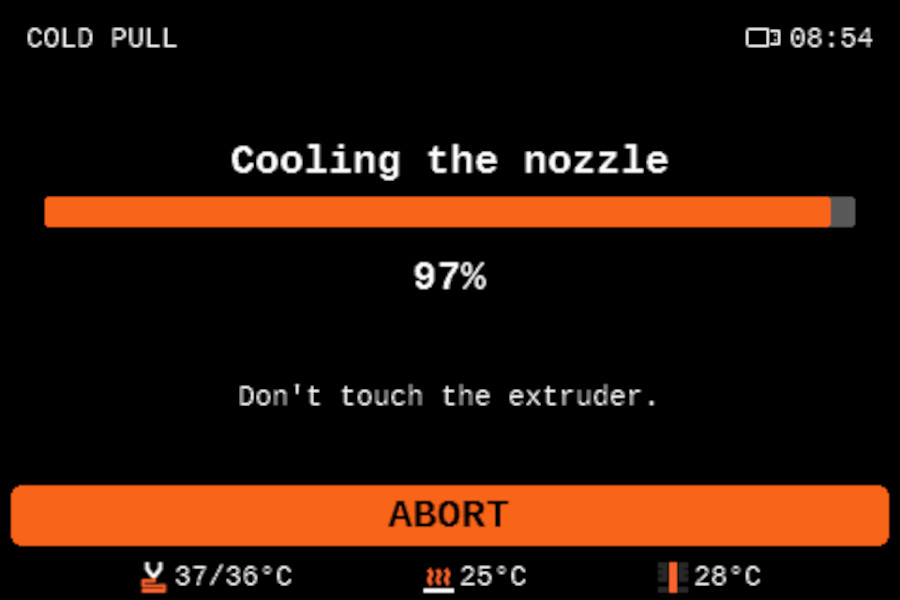
Se l'ugello è riscaldato, la stampante aspetterà che si raffreddi a 36 ºC. Poi riscalderà la stampante a 80 ºC. Dopodiché, la stampante scaricherà automaticamente il filamento a quella temperatura, finalizzando l'estrazione a freddo.
 |  |
Tiro a freddo manuale (firmware pre-5.1.3)
- Carica un pezzo di filamento PLA nell'estrusore, inserendolo da sopra l'estrusore. La stampante chiederà di selezionare il materiale: seleziona PLA e completa la procedura di caricamento.
- Apri la leva Idler Swivel.
- Vai su Menu LCD -> Controllo -> Temperatura -> Temperatura Ugello e imposta la temperatura a 270 °C.
- Una volta raggiunti i 270 °C, spingi il filamento di PLA finché non inizia a fuoriuscire dall'ugello.
- Interrompi il riscaldamento premendo il tasto Raffredda nel Menu LCD -> Controllo -> Temperatura -> Raffredda, oppure premendo il pulsante di reset.
- Continua a spingere manualmente il filamento verso il basso fino a quando la temperatura non sarà troppo bassa perché si sciolga e fuoriesca (circa 170 °C per il PLA). L'ugello deve essere riempito affinché il tiro a freddo vada a buon fine.
- Rimuovi il materiale estruso dall'ugello in modo da non ostacolare l'estrazione successiva.
- Attendi che la temperatura raggiunga i 100 °C. Non appena raggiunge i 100 °C, afferra il filamento con una pinza e tiralo fuori dall'estrusore in modo lento ma costante. Assicurati di tirare verso l'alto e non lateralmente, altrimenti il filamento potrebbe rompersi all'interno. Tieni l'estrusore con l'altra mano.
- Non fermarti finché il filamento non è completamente uscito dall'estrusore.
- Chiudi l'Idler e l'Idler Swivel.
Risultati
Sulla punta del filamento che è stato estratto, potresti vedere dei resti del materiale precedente o dello sporco bruciato che si è depositato nell'ugello (immagine a sinistra). Potresti ripetere questa procedura più volte finché il filamento non esce pulito.
L'immagine a destra mostra come dovrebbe apparire un filamento pulito tirato a freddo. È importante che ci sia l'impronta dell'ugello: in questo modo sei sicuro che l'ugello sia stato riempito e che non sia rimasto nulla all'interno. Inoltre, il colore non deve essere mescolato con quello che hai usato in precedenza o deve presentare segni scuri.
 |  |
Commenti


Hai ancora delle domande?
Se hai una domanda su qualcosa che non è trattato qui, dai un'occhiata alle nostre risorse aggiuntive.
E se questo non dovesse funzionare, è possibile inviare una richiesta a [email protected] o tramite il pulsante qui sotto.