- Čeština
- Español
- Italiano
- Deutsch
- Polski
- Français
- Home
- About your printer
- Printer features
- Print Profile (SL1/SL1S)
Print Profile (SL1/SL1S)
- Printer description
- Printer features
- Accelerometer (MK4/S, MK3.9/S)
- Brightness adjustment (SL1)
- Buddy firmware-specific G-code commands
- Cancel Object (MK4/S, MK3.9/S, XL, MINI/+)
- Crash detection
- Crash dump
- Creating a resin calibration object (SL1/SL1S)
- Dump memory (MK3/S/+ and MK2.5/S)
- Experimental menu (MK3/S/+)
- Experimental settings (MK4/S, MK3.9/S, MK3.5/S, XL, MINI/+)
- Filament sensor (MK4/S, MK3.9/S, XL)
- Filament sensor MK3 (non-S)
- Flashing custom firmware (MK4/S, MK3.9/S, MK3.5/S)
- Flexible steel sheets (guidepost)
- GPIO Module
- High flow print head (HT90)
- High temperature print head (HT90)
- HW setup (MINI/MINI+)
- HW setup (MK2.5/S & MK3/S/+)
- Internet connection (SL1/SL1S)
- IR Filament Sensor (MK2.5S, MK3S/+, MK3.5/S)
- IR Filament sensor detection (MK3S)
- LCD brightness adjustment (MK3S)
- LCD screen contrast adjustment (i3)
- Loadcell (MK4/S, MK3.9/S, XL)
- Menu structure (SL1/SL1S)
- MMU3 Prusa Nozzle vs. CHT nozzle
- Model preview
- Network Connection (MK4S, MK3.9S)
- Nextruder silicone sock (XL, MK4, MK3.9)
- NFC antenna
- Noisy filament sensor (MINI)
- One-click print
- Pouring resin and starting print
- Power Panic
- Power-modes
- PP steel sheet
- Print Profile (SL1/SL1S)
- How to use it
- Print statistics
- Printer statistics and system information (SL1/SL1S)
- Pronterface and USB cable
- Prusa firmware-specific G-code commands
- Prusa Pro Filament Drybox
- Resin Calibration (SL1/SL1S)
- Resin Tank Cleaning (SL1/SL1S)
- Satin steel sheet
- SD card sorting
- Smooth Steel Sheet
- Sound mode (MINI/MINI+)
- Special PA Nylon steel sheet
- SpoolJoin (MMU2S)
- Steel sheet profiles
- Stuck filament detection #26101 (MK4S) #13101 (MK4) #21101 (MK3.9) #17108 (XL)
- Support menu (MK3/S/+)
- Support settings for the XL
- Textured steel sheet
- Thermal model calibration
- Tools Mapping (XL)
- Tools Mapping and Filament Mapping (XL, MMU3)
- Top-bar Notifications (SL1/SL1S)
- Touch screen (MK4/S, MK3.9/S, MK3.5/S, XL)
- Tune Menu
- Water-soluble materials (PVA/BVOH)
- General Information
Starting firmware 1.6.0, we have included a Print profile feature for more demanding geometry and materials to ensure good results, considering the infinite range of these that the printer might see. For example, a hollow model, like a cup, can generate suction when separated from the FEP during fast layer changes.
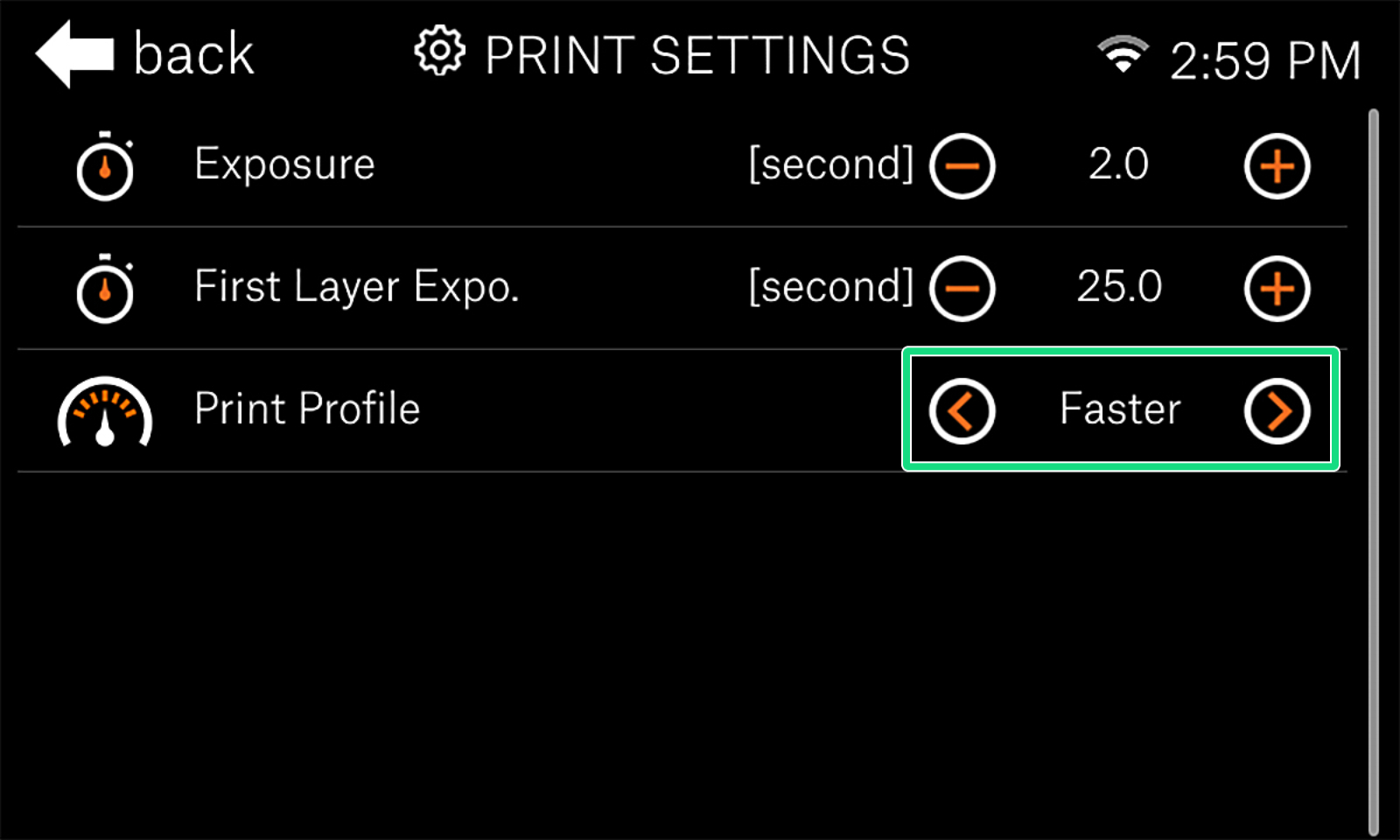
Furthermore, special resins, like some flexible or casting resins, can have a much higher viscousity (thicker), and thus need more time to flow below the print platform between layer exposures. Therefore, there are three speed options, 'Faster', 'Slower' and 'High viscosity':
- Faster - The default profile for the SL1 and SL1S SPEED and would work for most projects.
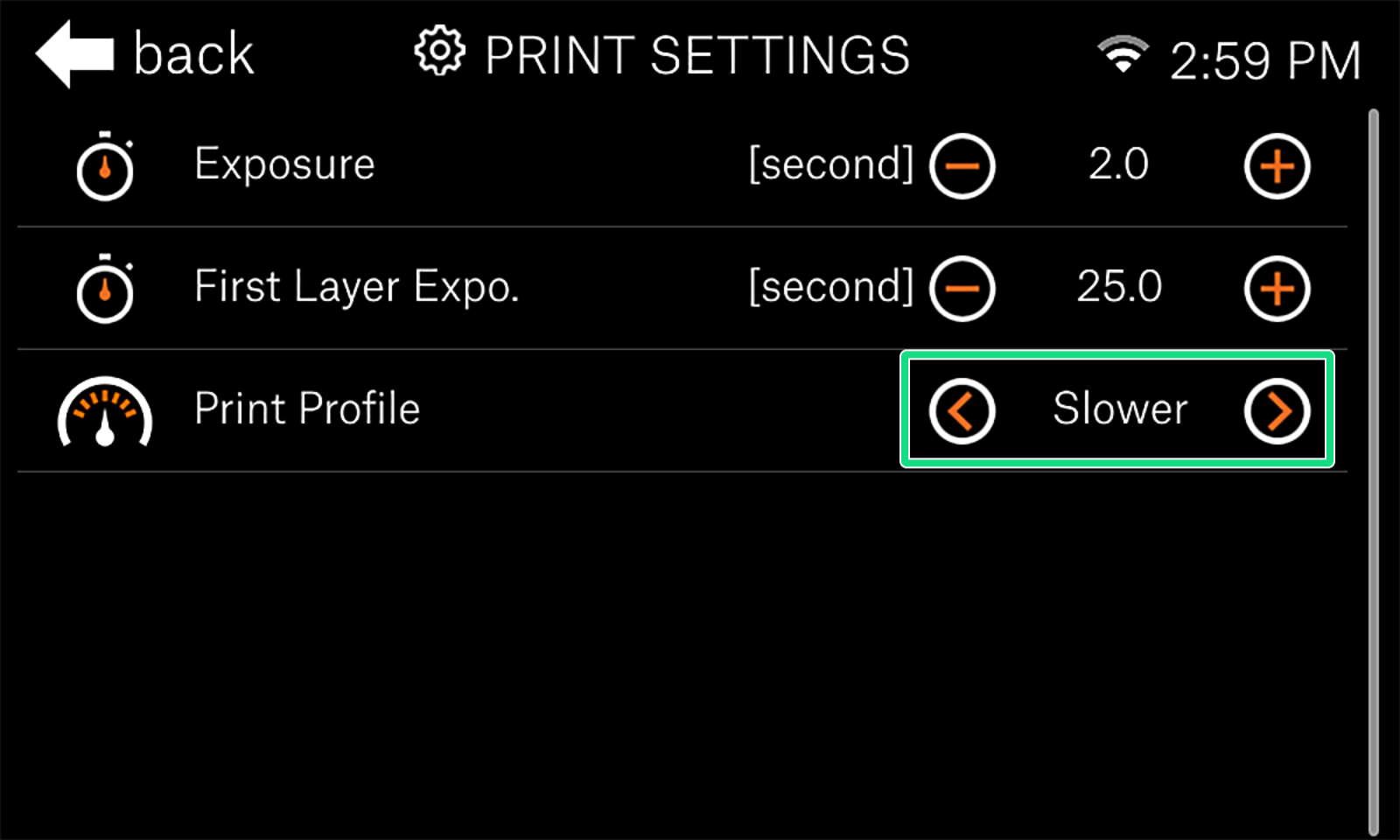
- Slower - Slows down tilt speed and introduces a pause before each exposure/layer.
- High viscosity - Slows down the tilt speed and increases the pause between exposures even further than the 'Slower' profile.
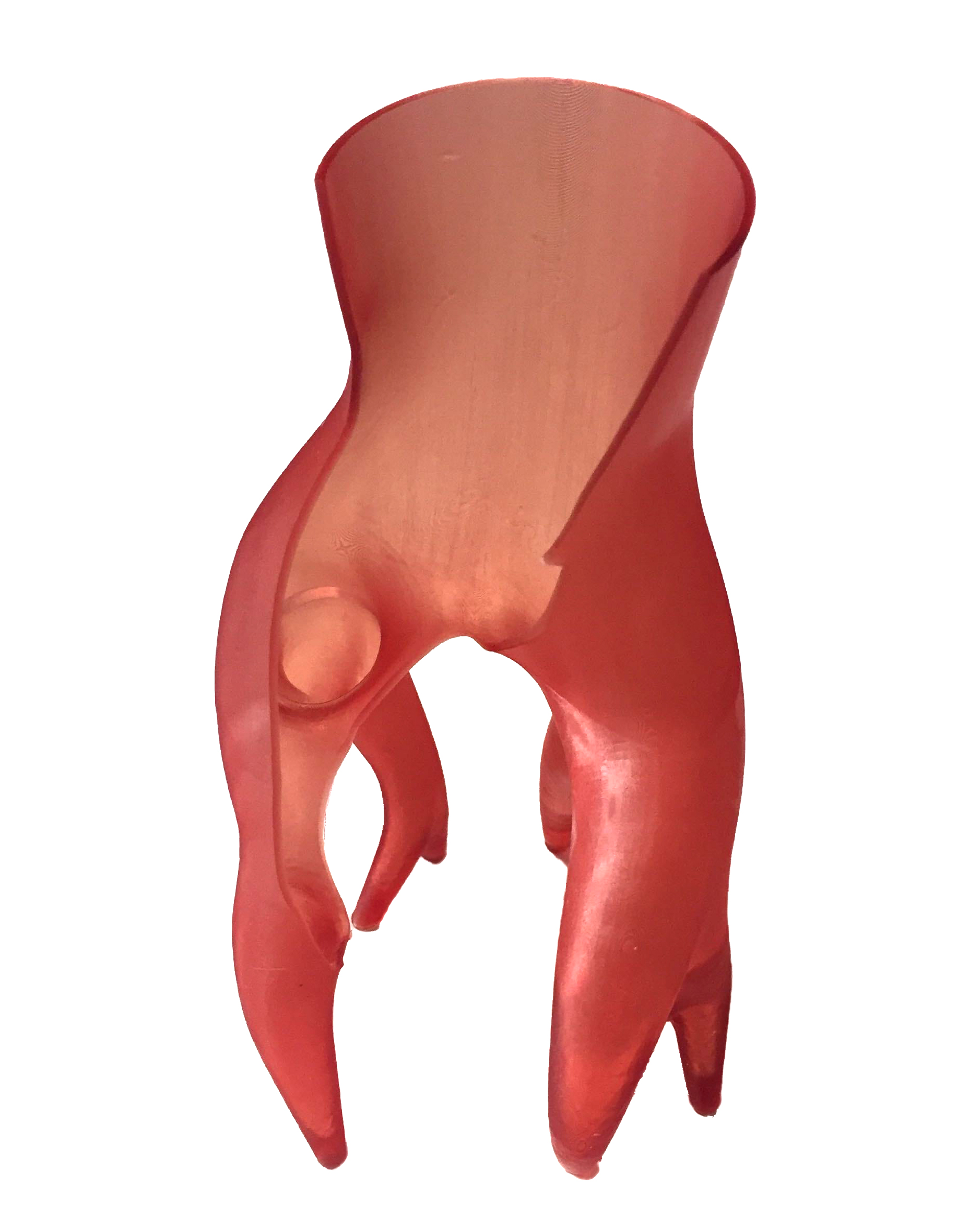 |  |
| Project cracked due to suction during layer change. | Same project printed with the "Slower" print setting. |
How to use it
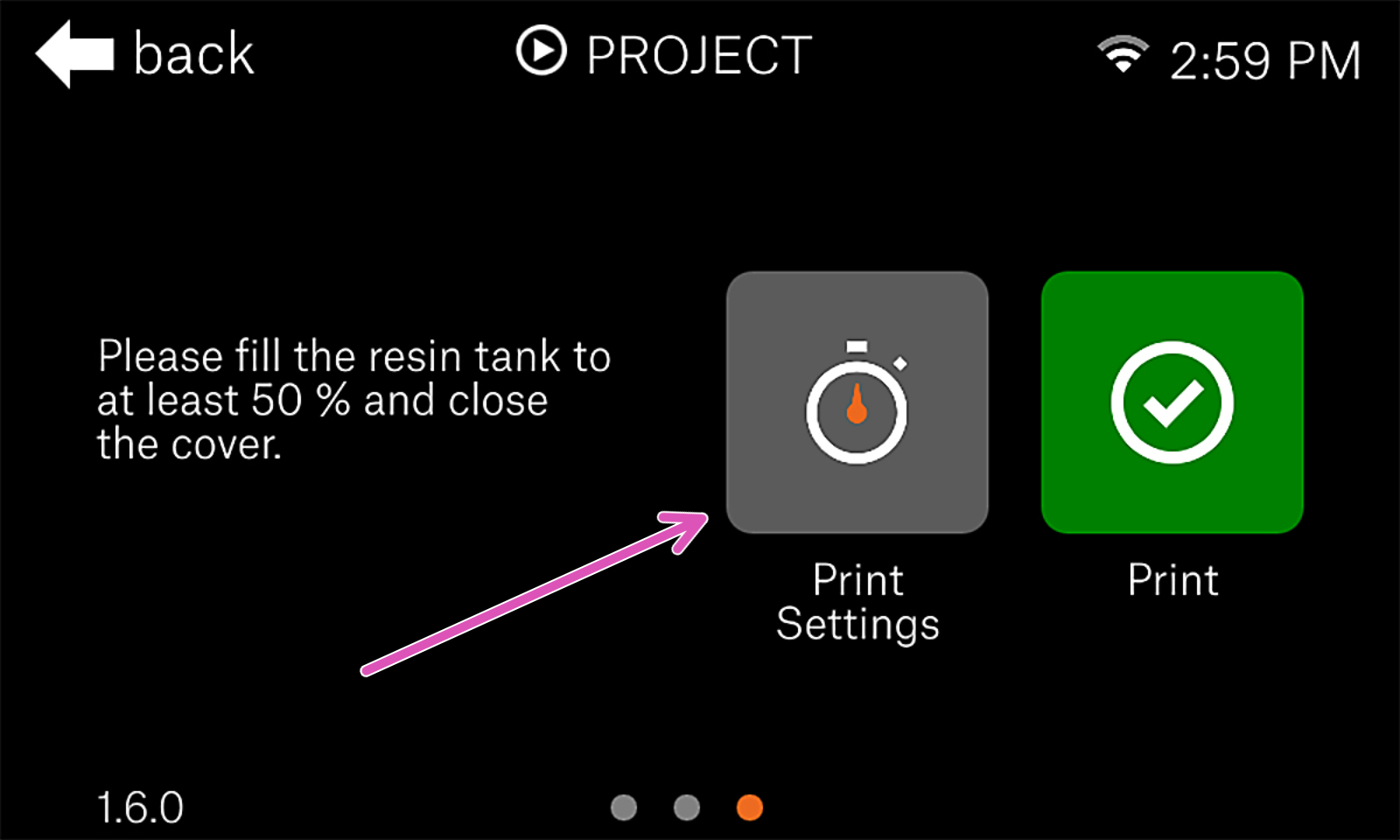
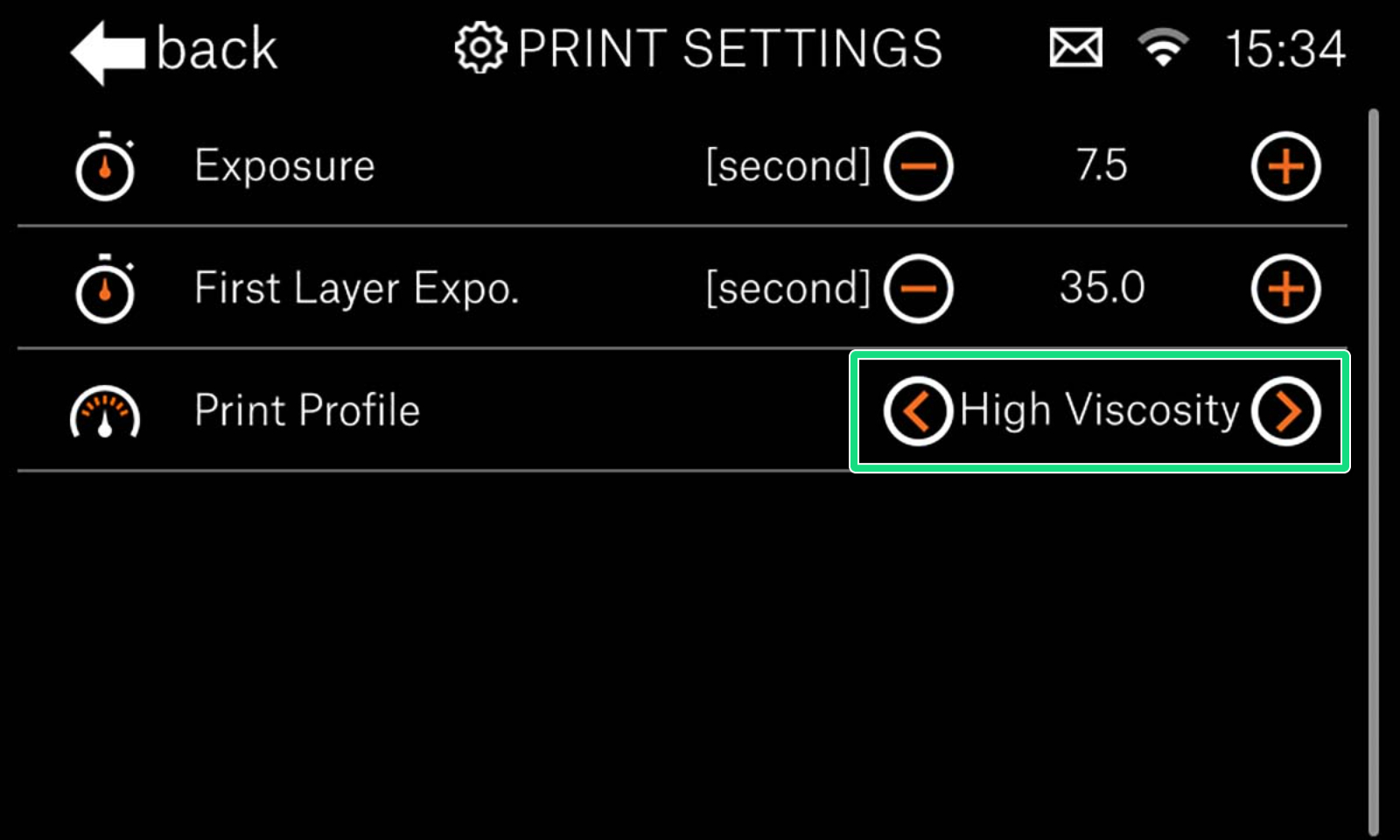
Select the project you want to print from Projects -> [project] and swipe to the left to find 'Print Settings' and tap it (purple arrow).
Under Print Settings, you can adjust exposure durations and the 'Print Profile', found at the bottom (green square). This setting can also be accessed during the print.
 |  |
Comments




Still have questions?
If you have a question about something that isn't covered here, check out our additional resources.
And if that doesn't do the trick, you can send an inquiry to [email protected] or through the button below.