Il filamento grattato, accompagnato da un "clic" o "cigolio" proveniente dall'estrusore, solitamente avviene quando gli ingranaggi dell'estrusore non riescono a spingere il filamento verso l'ugello. Nel tempo, gli ingranaggi grattugiano il filamento, fino a quando non riescono più ad avere presa su di esso.
Il suono dello scatto significa che il motore passo-passo deve improvvisamente esercitare più forza di una specifica soglia preimpostata e sta saltando indietro di uno o più passi (saltando) per alleviare la pressione. Può trattarsi di un problema meccanico, elettrico, di software, un hotend intasato/inceppato, o la combinazione di questi fattori.
Possibili cause
Slicing
Esegui nuovamente lo slicing del modello usando la versione più recente di PrusaSlicer e dei preset dei filamenti. Inoltre, controlla che il modello 3D non sia corrotto o incompleto.
Prova ad aumentare la temperatura dell'hotend (Impostazioni filamento -> Filamento -> Temperatura °C) di 5 - 15 °C. È importante assicurarsi che la temperatura sia corretta per il filamento da stampare. Puoi controllare la nostra ampia tabella dei materiali per confermare le impostazioni.
Calibrazione primo layer
Un'impostazione troppo ravvicinata della calibrazione del primo strato può causare l'intasamento dell'hotend. Assicurarsi di averla impostata correttamente, come indicato in Calibrazione primo layer (i3) e Calibrazione primo layer (MINI/MINI+).
Tensione Idler
Assicurati che l'idler dell'estrusore sia tensionato correttamente. Se la vite dell'idler è troppo stretta, gli ingranaggi non spingeranno il filamento correttamente. Prova ad allentare (o stringere) la vite (o viti) dell'idler dell'estrusore (quella con la molla). La tensione deve essere precisa (né troppo stretta né troppo lenta). Consulta Tensione vite idler per vedere come dovrebbe essere sulla tua stampante.
Allineamento ingranaggi di avanzamento
Ricontrolla l'allineamento degli ingranaggi dell'estrusore. I due ingranaggi devono essere allineati con l'apertura sopra e con l'imbocco del tubo di PTFE che si trova sotto, in modo che possano alimentare correttamente il filamento nell'hotend. Assicurati che l'ingranaggio presente sull'albero motore sia fissato con la vite di blocco a contatto con la parte piatta presente sull'albero motore.
Consulta Controllo/riallineamento dell'ingranaggio Bondtech (MK3.5/S, MK3S/+, MK2.5S) per maggiori informazioni riguardo la MK2.5/S e MK3/S/+ oppure questo articolo per Original Prusa MINI/MINI+.
Ingranaggi estrusore sporchi
- Accertati che gli ingranaggi dell'estrusore siano puliti da qualunque rimasuglio di plastica. Puoi pulire la plastica con qualcosa di appuntito o delle pinzette con una punta dura o con uno spillo.
- Controlla che gli ingranaggi possano girare liberamente
- Verifica che l'ingranaggio sul motore sia allineato e serrato con la vite di blocco contro la parte piatta sull'albero motore
Consulta Controllo/riallineamento dell'ingranaggio Bondtech (MK3.5/S, MK3S/+, MK2.5S) per maggiori informazioni riguardo la MK2.5/S e MK3/S/+ oppure questo articolo per Original Prusa MINI/MINI+.
Tubo PTFE intasato
Mentre controlli gli ingranaggi dell'estrusore, dai anche un'occhiata al tubo di PTFE e accertati che dentro non vi siano detriti che impedirebbero al filamento di essere caricato correttamente. Per ispezionare il tubo in PTFE, apri lo sportello dell'idler. Per maggiori informazioni consulta Rimuovere manualmente il filamento dall'estrusore.
Gruppo Hotend
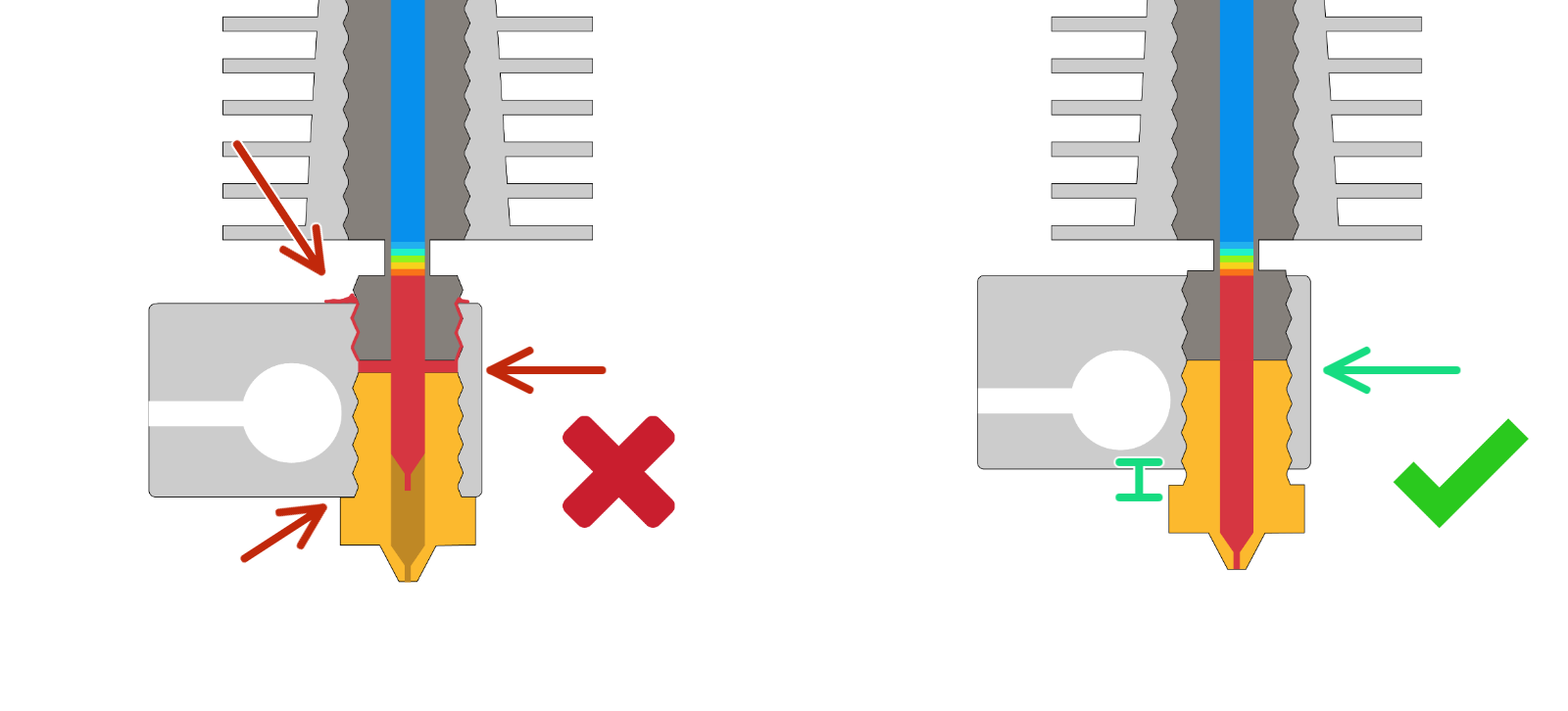
Verifica che l'ugello sia montato correttamente nell'heater block (blocco riscaldante):
- Verifica che l'heater block e l'ugello non siano storti.
- È presente uno spazio di 0.5 mm (0.02 pollici) tra la testa dell'ugello e l'heater block come dovrebbe essere?
Hotend intasato
Segui questo articolo per pulire l'hotend, nel caso fosse intasato. Se non riesci a liberare l'otturazione, dovrai tirare fuori l'hotend dall'estrusore, smontarlo completamente, pulirlo interamente e applicare un po' di pasta termica sull'heatbreak prima di riassemblare l'hotend.