- English
- Italiano
- Polski
- Français
- Home
- Fehlerbehebung
- Drucker-Fehlerbehebung
- Unter-Extrusion (Nextruder-Drucker)
Unter-Extrusion (Nextruder-Drucker)
- Druckqualität-Fehlerbehebung
- QR Fehlercodes
- Drucker-Fehlerbehebung
- A64 Überhitzung #10207 (SL1/SL1S)
- Prüfung der Umgebungstemperatur (MK3/MK3S)
- Umgebungstemperatur zu niedrig #10703 (SL1/SL1S)
- Umgebungstemperatur zu hoch #10702 (SL1/SL1S)
- Ein unerwarteter Fehler ist aufgetreten #10701 (SL1)
- Diese Aktion kann nicht ausgeführt werden #10506 (SL1/SL1S)
- BBF Zuweisung fehlgeschlagen #17531 (XL)
- BBF-Zuweisung fehlgeschlagen #26531 (MK4S) #13531 (MK4) #21531 (MK3.9) #23531 (MK3.5)
- BBF Initialisierung fehlgeschlagen #17532 (XL)
- BBF-Initialisierung fehlgeschlagen #26532 (MK4S) #13532 (MK4) #21532 (MK3.9) #23532 (MK3.5)
- Bett Maxtemp Fehler #26205 (MK4S) #13205 (MK4) #21205 (MK3.9) #23205 (MK3.5)
- Bett Mintemp Fehler #26207 (MK4S) #13207 (MK4) #21207 (MK3.9) #23207 (MK3.5)
- Aufheizfehler Bett #26201 (MK4S) #13201 (MK4) #21201 (MK3.9) #23201 (MK3.5)
- Bett Thermal Runaway #26203 (MK4S) #13203 (MK4) #21203 (MK3.9) #23203 (MK3.5)
- Durchgebrannte Sicherung (MINI)
- Durchgebrannte Sicherung (MK2S/MK2.5/MK2.5S)
- Durchgebrannte Sicherung (MK3/MK3S/MK3S+)
- Durchgebrannte Sicherung (MK4/S, MK3.9/S)
- Blue Screen of Death (BSOD) (Blauer Bildschirm des Todes)
- Problem mit der Boostplatine #10320 (SL1S)
- Blockierter Drucker (SL1/SL1S)
- Kalibrierungsprojekt ist ungültig #10543 (SL1/SL1S)
- Projekt nicht kopierbar #10704 (SL1/SL1S)
- Update-Kanal kann nicht abgerufen werden #10514 (SL1)
- Projekt kann nicht gelesen werden #10539 (SL1/SL1S)
- Projekt kann nicht entfernt werden #10545 (SL1/SL1S)
- Verstopftes Hotend (MK4)
- Verstopftes Hotend (XL)
- Verstopfte Düse/Hotend (MINI/MINI+)
- Verstopfte Düse/Hotend (MK3.5/S, MK3S+, MK2.5S)
- Registrierung für Connect fehlgeschlagen
- Connect Registrierung fehlgeschlagen #12401 (MINI)
- Connect Registrierung fehlgeschlagen #17401 (XL)
- Connect Registrierung fehlgeschlagen #21401 (MK3.9)
- Connect Registrierung fehlgeschlagen #23401 (MK3.5)
- Connect Registrierung fehlgeschlagen #26401 (MK4S) #13401 (MK4)
- Verzeichnis ist nicht leer #10546 (SL1/SL1S)
- Abgetrenntes UV-LED-Panel #10321 (SL1/SL1S)
- Display-Test fehlgeschlagen #10120 (SL1/SL1S)
- Dwarf Fehler #17502 (XL)
- Dwarf Fehler #17503 (XL)
- EEPROM I2C Empfang Busy #17316 (XL)
- EEPROM I2C Empfang Busy #26316 (MK4S) #13316 (MK4) #21316 (MK3.9) #23316
- Notstopp #12510 (MINI)
- Emergency stop #17510 (XL)
- Notstopp #26510 (MK4S) #13510 (MK4) #21510 (MK3.9) #23510 (MK3.5)
- ESP Fehler #17504 (XL)
- ESP Fehler #17505 (XL)
- ESP error #17506 (XL)
- ESP Fehler #26504 (MK4S) #13504 (MK4) #21504 (MK3.9) #23504 (MK3.5)
- ESP Fehler #26505 (MK4S) #13505 (MK4) #21505 (MK3.9) #23505 (MK3.5)
- ESP Fehler #26506 (MK4S) #13506 (MK4) #21506 (MK3.9) #23506 (MK3.5)
- ESP nicht verbunden #17533 (XL)
- Überhitzung zu erwarten #10714 (SL1/SL1S)
- Externer SPI-Flash W25X20CL/xFLASH antwortet nicht - Fehler
- Extruder Blob
- Extruder Maxtemp error #17206 (XL)
- Extruder Mintemp Fehler #17208 (XL)
- Extrudergeräusche
- Fehler beim Vorheizen des Extruders #17202 (XL)
- Extruder-Temperatur nicht passend #17210 (XL)
- Extruder Thermal Runaway #17204 (XL)
- Extrusion mitten im Druck gestoppt (Wärmekriechen)
- Werkseinstellung (MINI)
- Werkseinstellung (MK2S/MK2.5S/MK3S)
- Werkseinstellung (MK4/S, MK3.9/S, MK3.5/S, MINI/+, XL)
- Factory Reset (MMU)
- Werkseinstellung (MMU2S vor Firmware 1.0.6)
- Werkseinstellung (SL1/SL1S)
- Fehler beim Lesen der Konfigurationsdatei #10505 (SL1)
- Fehlschlagende Z-Kalibrierung (MK3S/MK2.5S)
- Lüfterausfall #10106 (SL1/SL1S)
- Lüfterwarnung #10713 (SL1/SL1S)
- Filament Entladen fehlgeschlagen (MINI/MINI+)
- Filament wird nicht geladen
- Filament wird nicht geladen (MK4/S, MK3.9/S)
- Filament wird nicht geladen (XL)
- Filamentsensor (MK4/S, MK3.9/S, XL)
- Datei existiert bereits! #10520 (SL1)
- Datei nicht gefunden #10518 (SL1/SL1S)
- Dateisystemfehler #12613 (MINI/MINI+)
- Dateisystemfehler #26613 (MK4S) #13613 (MK4) #21613 (MK3.9) #23613 (MK3.5)
- FINDA-Einrichtung und Fehlerbehebung
- FINDA: Filament klemmt #04102 (MMU)
- Die Firmware im internen Flash ist beschädigt! #12608 (MINI)
- Firmware missing #17612 (XL)
- Firmware Update benötigt #26701 (MK4S) #13701 (MK4) #21701 (MK3.9) #23701 (MK3.5)
- Firmware-Aktualisierung Probleme (MK2.5S/MK3S+/MMU2S/MMU3)
- Erste Schicht haftet nicht (SL1/SL1S)
- Flash-Lösch-Fehler #12605 (MINI/MINI+)
- Flash erase error #17605 (XL)
- Flash-Lösch-Fehler #26605 (MK4S) #13605 (MK4) #21605 (MK3.9) #23605 (MK3.5)
- FW in internal flash corrupted #17608 (XL)
- FW im internen Flash korrumpiert#26608 (MK4S) #13608 (MK4) #21608 (MK3.9) #23608 (MK3.5)
- Hash-Verifizierung fehlgeschlagen #12607 (MINI/MINI+)
- Hash-Verifizierung fehlgeschlagen #17607 (XL)
- Hash-Verifizierung fehlgeschlagen #26607 (MK4S) #13607 (MK4) #21607 (MK3.9) #23607 (MK3.5)
- Heizbett heizt sich nicht richtig auf
- Überstrom am Heizbett-Anschluss #26309 (MK4S) #13309 (MK4) #21309 (MK3.9) #23309 (MK3.5)
- Heizbett Temperatur nicht passend #17209 (XL)
- Heatbreak Maxtemp Fehler #17212 (XL)
- Heatbreak MAXTEMP Fehler #26212 (MK4S) #13212 (MK4) #21212 (MK3.9)
- Heatbreak Mintemp Fehler #17211 (XL)
- Heatbreak MINTEMP Fehler #26211 (MK4S) #13211 (MK4) #21211 (MK3.9)
- Referenzfahrt Fehler #12301 (MINI)
- Referenzfahrt Fehler X #12304 (MINI/MINI+)
- Homing error X #17304 (XL)
- Homing Fehler X #26304 (MK4S) #13304 (MK4) #21304 (MK3.9) #23304 (MK3.5)
- Referenzfahrt Fehler Y #12305 (MINI/MINI+)
- Homing error Y #17305 (XL)
- Homing Fehler Y #26305 (MK4S) #13305 (MK4) #21305 (MK3.9) #23305 (MK3.5)
- Homing Fehler Z #17301 (XL)
- Homing Fehler Z #23301 (MK3.5)
- Homing Fehler Z #26301 (MK4S) #13301 (MK4) #21301 (MK3.9)
- Hotend Lüfter dreht sich nicht
- Hotend Heizung Überstrom #17322
- Hotend Maxtemp Fehler #23206 (MK3.5)
- Hotend Mintemp Fehler #23208 (MK3.5)
- Hotend Mintemp Fehler #26208 (MK4S) #13208 (MK4) #21208 (MK3.9)
- Hotend preheat error #23202 (MK3.5)
- Fehler beim Vorheizen des Hotends #26202 (MK4S) #13202 (MK4) #21202 (MK3.9)
- Hotend Temperatur nicht passend #13210 (MK3.9/MK4) #23210 (MK3.5)
- Hotend Temperatur nicht passend #23210 (MK3.5)
- Hotend Thermal Runaway #23204 (MK3.5)
- Hotend Thermal Runaway #26204 (MK4S) #13204 (MK4) #21204 (MK3.9)
- I2C Empfang fehlgeschlagen #17315 (XL)
- I2C-Empfang fehlgeschlagen #26315 (MK4S) #13315 (MK4) #21315 (MK3.9) #23315 (MK3.5)
- I2C Empfang Timeout #17317 (XL)
- I2C Empfangszeitüberschreitung #26317 (MK4S) #13317 (MK4) #21317 (MK3.9) #23317 (MK3.5)
- I2C Empfang undefiniert #17318 (XL)
- I2C-Empfang undefiniert #26318 (MK4S) #13318 (MK4) #21318 (MK3.9) #23318 (MK3.5)
- I2C Send Busy #17312 (XL)
- I2C Send Busy #26312 (MK4S) #13312 (MK4) #21312 (MK3.9) #23312 (MK3.5)
- I2C Senden fehlgeschlagen #17311 (XL)
- I2C Senden fehlgeschlagen #26311 (MK4S) #13311 (MK4) #21311 (MK3.9) #23311 (MK3.5)
- I2C Send Timeout #17313 (XL)
- I2C Sendezeitüberschreitung #26313 (MK4S) #13313 (MK4) #21313 (MK3.9) #23313 (MK3.5)
- I2C Send Undefined #17314 (XL)
- I2C Sendefehler undefiniert #26314 (MK4S) #13314 (MK4) #21314 (MK3.9) #23314 (MK3.5)
- Hochstapler! Falsche Signatur #17606 (XL)
- Falsches Druckermodell #10705 (SL1/SL1S)
- Interner Speicher voll #10516 (SL1/SL1S)
- Ungültiger API-Schlüssel #10405 (SL1/SL1S)
- Ungültige FW-Größe auf USB #12603 (MINI/MINI+)
- Ungültige FW-Größe auf USB #26603 (MK4S) #13603 (MK4) #21603 (MK3.9) #23603 (MK3.5)
- Invalid FW size on USB flash drive #17603 (XL)
- Kalibrierung des IR-Filamentsensors (MMU3, MMU2S)
- IR-Filamentsensor-Fehlersuche (MINI/MINI+)
- Fehlerbehebung beim IR-Filamentsensor (MK2.5S, MK3S)
- LCD-Bildschirm funktioniert nicht
- LED-Speicherfehler #17529 (XL)
- LED-Speicherfehler #26529 (MK4S) #13529 (MK4) #21529 (MK3.9) #23529 (MK3.5)
- Live-Z-Anpassung wird nicht gespeichert
- Laden in den Extruder fehlgeschlagen #04108 (MMU)
- Wägezelle falsch konfiguriert #17527 (XL)
- Wägezelle falsch konfiguriert #26527 (MK4S) #13527 (MK4) #21527 (MK3.9)
- Messung der Wägezelle fehlgeschlagen #17526 (XL)
- Messung der Wägezelle fehlgeschlagen #26526 (MK4S) #13526 (MK4) #21526 (MK3.9)
- Wägezelle nicht kalibriert #17523 (XL)
- Wägezelle nicht kalibriert #26523 (MK4S) #13523 (MK4) #21523 (MK3.9)
- Tara-Fehler Wägezelle #17524 (XL)
- Tara-Fehler der Wägezelle #26524 (MK4S) #13524 (MK4) #21524 (MK3.9)
- Tara der Wägezelle fehlgeschlagen #17525 (XL)
- Tara der Wägezelle fehlgeschlagen #26525 (MK4S) #13525 (MK4) #21525 (MK3.9)
- Zeitüberschreitung Wägezelle #17528 (XL)
- Zeitüberschreitung der Wägezelle #26528 (MK4S) #13528 (MK4) #21528 (MK3.9)
- Wägezelle Fehlersuche
- Protokollierung von Daten über die serielle Leitung (MMU2S)
- Laute Geräusche aus dem Drucker (SL1/SL1S)
- M.I.N.D.A./SuperPINDA Sensor prüfen (MINI/MINI+)
- Zeitüberschreitung bei Marlin-Anfrage #17530 (XL)
- Zeitüberschreitung bei Marlin-Anfrage #26530 (MK4S) #13530 (MK4) #21530 (MK3.9) #23530 (MK3.5)
- Maske fehlt Warnung #10709 (SL1/SL1S)
- Maxtemp Fehler Bett #12205 (MINI)
- Maxtemp Fehler Druckkopf #12206 (MINI)
- MCU Maxtemp Fehler #17213 (XL)
- Mintemp Fehler Bett #12207 (MINI)
- Mintemp Fehler Druckkopf #12208 (MINI)
- Verstellter PINDA Sensor (MK2/S)
- Fehlende Teile (SL1/SL1S)
- MK3S fordert weiterhin zum Filamentwechsel auf
- MMU MCU Unterspannung #04307 (MMU)
- MMU Überstrom #26310 (MK4S) #13310 (MK4) #21310 (MK3.9) #23310 (MK3.5)
- MMU2S Spannrad bewegt sich nicht frei
- MMU2S Bedeutung der LED
- MMU2S Selector bewegt sich nicht
- Modulares Bett Fehler #17250 (XL)
- Modular-Bett-Fehler#17251 (XL)
- Modulares Bett Fehler #17252 (XL)
- Modulares Bett Fehler #17253 (XL)
- Modulares Bett Fehler #17254 (XL)
- Modulares Bett Fehler #17255 (XL)
- Modulares Bett Fehler #17256 (XL)
- Modulares Bett Fehler #17257 (XL)
- Modular bed error #17302 (XL)
- Modular bed error #17303 (XL)
- Modulares Bett Fehler #17319 (XL)
- Modular Bett Fehler #17320 (XL)
- Modulares Bett Fehler #17501 (XL)
- Multimeter-Verwendung
- Keine Datei auf USB #12604 (MINI/MINI+)
- Keine Datei zum Nachdruck #10508 (SL1)
- Keine FW im internen Flash #12612 (MINI/MINI+)
- Keine FW im internen Flash #26612 (MK4S) #13612 (MK4) #21612 (MK3.9) #23612 (MK3.5)
- Keine FW auf USB-Stick #26604 (MK4S) #13604 (MK4) #21604 (MK3.9) #23604 (MK3.5)
- No FW on USB flash drive #17604 (XL)
- Nicht mit dem Netzwerk verbunden #10402 (SL1/SL1S)
- Nicht genügend Schichten #10540 (SL1/SL1S)
- Nicht genug Harz #10706 (SL1/SL1S)
- Düsenreinigung fehlgeschlagen (MK4, MK3.9)
- Düsenreinigung fehlgeschlagen (XL)
- Düse krachte in das Heizbett
- Überstrom an der Düsenheizung #23308 (MK3.5)
- Überstrom an der Düsenheizung #26308 (MK4S) #13308 (MK4) #21308 (MK3.9)
- Objekt beschnitten Warnung #10710 (SL1/SL1S)
- Öffnen des Projekts fehlgeschlagen #10504 (SL1/SL1S)
- Nicht genügend Speicherplatz #17507 (XL)
- Nicht genügend Speicherplatz #26507 (MK4S) #13507 (MK4) #21507 (MK3.9) #23507 (MK3.5)
- P.I.N.D.A./SuperPINDA-Sensorprüfung
- Parameter außerhalb des Bereichs #10707 (SL1/SL1S)
- Stift nicht erreicht #17107 (XL)
- PNG Puffer voll #17508 (XL)
- PNG Puffer voll #26508 (MK4S) #13508 (MK4) #21508 (MK3.9) #23508 (MK3.5)
- Aufheizfehler Bett #12201 (MINI)
- Vorheizfehler Druckkopf #12202 (MINI)
- Vorladen fehlgeschlagen #10503 (SL1/SL1S)
- Druckbeispiele fehlen #10523 (SL1/SL1S)
- Drucklüfter dreht sich nicht
- Der Drucker lässt sich nicht einschalten oder schaltet sich ständig aus
- Projektanalyse fehlgeschlagen #10542 (SL1/SL1S)
- Projekt ist beschädigt #10541 (SL1/SL1S)
- PrusaLink Fehlerbehebung
- Puppy Fehler #17511 (XL)
- Puppy Fehler #17512 (XL)
- Puppy Fehler #17513 (XL)
- Puppy Fehler #17514 (XL)
- Puppy Fehler #17515 (XL)
- Puppy Fehler #17516 (XL)
- Puppy Fehler #17517 (XL)
- Puppy Fehler #17518 (XL)
- Puppy Fehler #17519 (XL)
- Puppy Fehler #17520 (XL)
- Puppy Fehler #17521 (XL)
- Puppy Fehler #17522 (XL)
- Remote API Fehler #10407 (SL1/SL1S)
- Zu wenig Harz #10712 (SL1/SL1S)
- Harzmessung fehlgeschlagen #10124 (SL1/SL1S)
- Harzsensor-Fehler #10307 (SL1/SL1S)
- Harz zu hoch #10109 (SL1/SL1S)
- Harz zu gering #10108 (SL1/SL1S)
- Beispiel G-Codes
- Speichern der Logdatei (SL1/SL1S)
- SD-Karte funktioniert nicht
- SD-Karten und USB-Sticks
- Selbsttest fehlgeschlagen (XL Multi-Tool)
- Selbsttest fehlgeschlagen (XL)
- Signaturüberprüfung fehlgeschlagen #12606 (MINI/MINI+)
- Signaturüberprüfung fehlgeschlagen #26606 (MK4S) #13606 (MK4) #21606 (MK3.9) #23606 (MK3.5)
- SL1 Kippmechanismus-Fehler
- Spaghetti Monster
- Ihren MINI vertikal ausrichten
- Erklärung der Status-LED (MK4/XL)
- Erklärung der Status-LED (MMU3)
- Erkennung festsitzendes Filament #26101 (MK4S) #13101 (MK4) #21101 (MK3.9) #17108 (XL)
- Verheddertes Filament
- Temperatur nicht passend Heizbett #12209 (MINI/MINI+)
- Temperatur nicht passend Druckkopf #12210 (MINI/MINI+)
- Temperatur außerhalb des Bereichs #10208 (SL1/SL1S)
- Thermal Runaway Bett #12203 (MINI)
- Thermal Runaway Druckkopf #12204 (MINI)
- TMC Treiber kurzgeschlossen #04304 (MMU)
- TMC Treiber kurzgeschlossen #04314 (MMU)
- TMC Treiber kurzgeschlossen #04324 (MMU)
- Werkzeug-Offset außerhalb der Grenzen #17104 (XL)
- Toolchanger Fehler #17101 (XL)
- Problem mit dem Werkzeugwechsler (XL-Multitool)
- Turmprüfung fehlgeschlagen #10118 (SL1/SL1S)
- Nicht authorisiert #10406 (SL1/SL1S)
- Unter-Extrusion (Nextruder-Drucker)
- Düse
- Slicer-Einstellungen
- Ausrichtung des Getriebes
- Filament
- Unerwarteter Fehler #10501 (SL1/SL1S)
- Unerwarteter MC-Fehler #10306 (SL1/SL1S)
- Unbekanntes Druckermodell #10323 (SL1/SL1S)
- Nicht unterstützte BBF-Version #12614 (MINI/MINI+)
- Nicht unterstützte BBF-Version #26614 (MK4S) #13614 (MK4) #21614 (MK3.9) #23614 (MK3.5)
- Unsupported Buddy FW #17611 (XL)
- Unsupported firmware BBF file #17614 (XL)
- Unsupported printer model #17610 (XL)
- Nicht unterstützter Druckertyp #12610 (MINI/MINI+)
- Nicht unterstützter Druckertyp #26610 (MK4S) #13610 (MK4) #21610 (MK3.9) #23610 (MK3.5)
- Nicht unterstützte Druckerversion #12611 (MINI/MINI+)
- Nicht unterstützte Druckerversion #26611 (MK4S) #13611 (MK4) #21611 (MK3.9) #23611 (MK3.5)
- USB-Gerät Überstrom #17307 (XL)
- USB-Gerät Überstrom #26307 (MK4S) #13307 (MK4) #21307 (MK3.9) #23307 (MK3.5)
- USB-Laufwerk wird nicht erkannt #10528 (SL1/SL1S)
- USB flash drive not connected #17602 (XL)
- USB flash error #17613 (XL)
- USB nicht angeschlossen #12602 (MINI/MINI+)
- USB nicht angeschlossen #26602 (MK4S) #13602 (MK4) #21602 (MK3.9) #23602 (MK3.5)
- Überstrom am USB-Port #17306 (XL)
- Überstrom am USB-Port #26306 (MK4S) #13306 (MK4) #21306 (MK3.9) #23306 (MK3.5)
- UV-LED-Temperaturfehler #10209 (SL1/SL1S)
- UV-LED-Spannungsfehler #10309 (SL1)
- Vibrationen beim Drucken (MK3S+/MK2.5S)
- Falsches Druckermodell #10544 (SL1/SL1S)
- Falsche Revision des Motion Controllers #10301 (SL1)
- XY Position ungültig #17106 (XL)
- XY Sensor instabil #17105 (XL)
- Druck von Fehlermeldungen
Sie können eine Unter-Extrusion daran erkennen, dass in den Schichten Ihres Drucks Material fehlt. Gedruckte Objekte mit unter-extrudierten Schichten können zerbrechlich sein und dazu neigen, auseinanderzubrechen. Es kann mehrere Ursachen für eine Unter-Extrusion geben, und Sie sollten auch darüber nachdenken, ob Sie kürzlich Änderungen an Ihrem Drucker vorgenommen haben (oder ihn vielleicht über einen längeren Zeitraum nicht gewartet haben), da Sie den Schuldigen dort finden könnten.
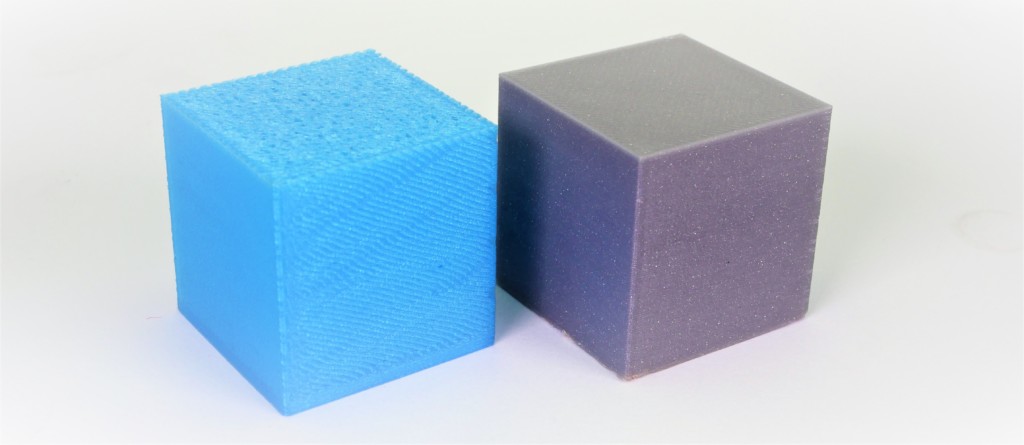 Beispiel für eine starke Unter-Extrusion (linker Würfel) und ein normaler Druck (rechter Würfel).
Beispiel für eine starke Unter-Extrusion (linker Würfel) und ein normaler Druck (rechter Würfel).
Häufige Faktoren für eine unzureichende Extrusion bei Druckern, die mit Nextruder ausgestattet sind, sind:
- Düse
- Slicer-Einstellungen
- Getriebe
- Filament
Düse
Die Düse des Nextruder muss sich auf der richtigen Höhe befinden und festgezogen sein.
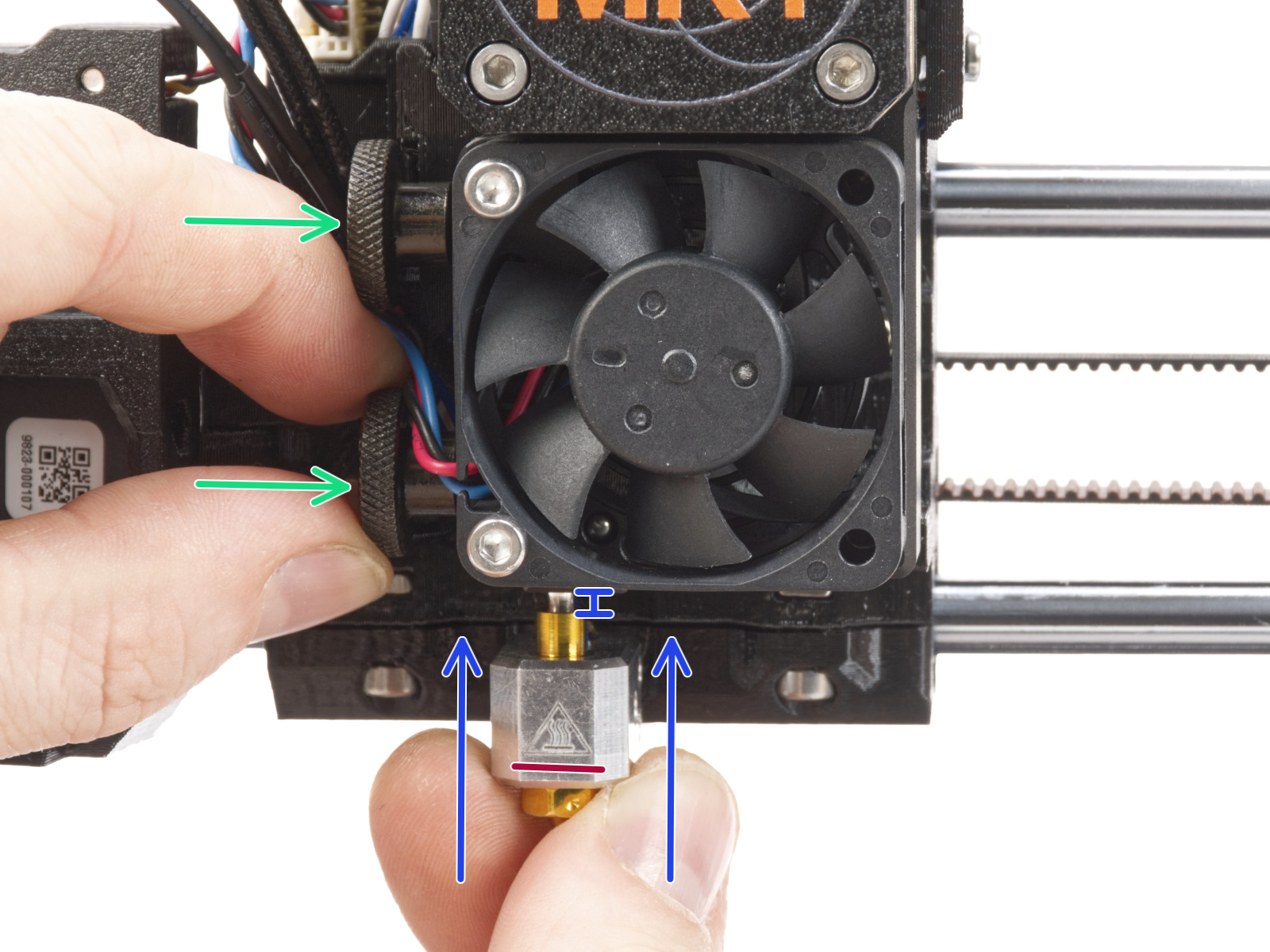
MK4/S, MK3.9/S
Um dies zu überprüfen, lösen Sie die Rändelschrauben (entfernen Sie die Schrauben nicht vollständig, ein paar Umdrehungen reichen aus) an der Seite des Heatbreaks und drücken Sie die Düse nach oben. Der Kupferring auf dem Rohr sollte nicht sichtbar sein.
Ziehen Sie die Flügelschrauben nur von Hand an, verwenden Sie keine Werkzeuge.
Wenn Sie einen Düsenadapter haben, überprüfen Sie die Installation erneut, um sicherzustellen, dass die Düse durch die Installation des Adapters nicht abgesenkt oder gelockert wurde.
 |  |
| MK4S, MK3.9S | MK4, MK3.9 |
XL
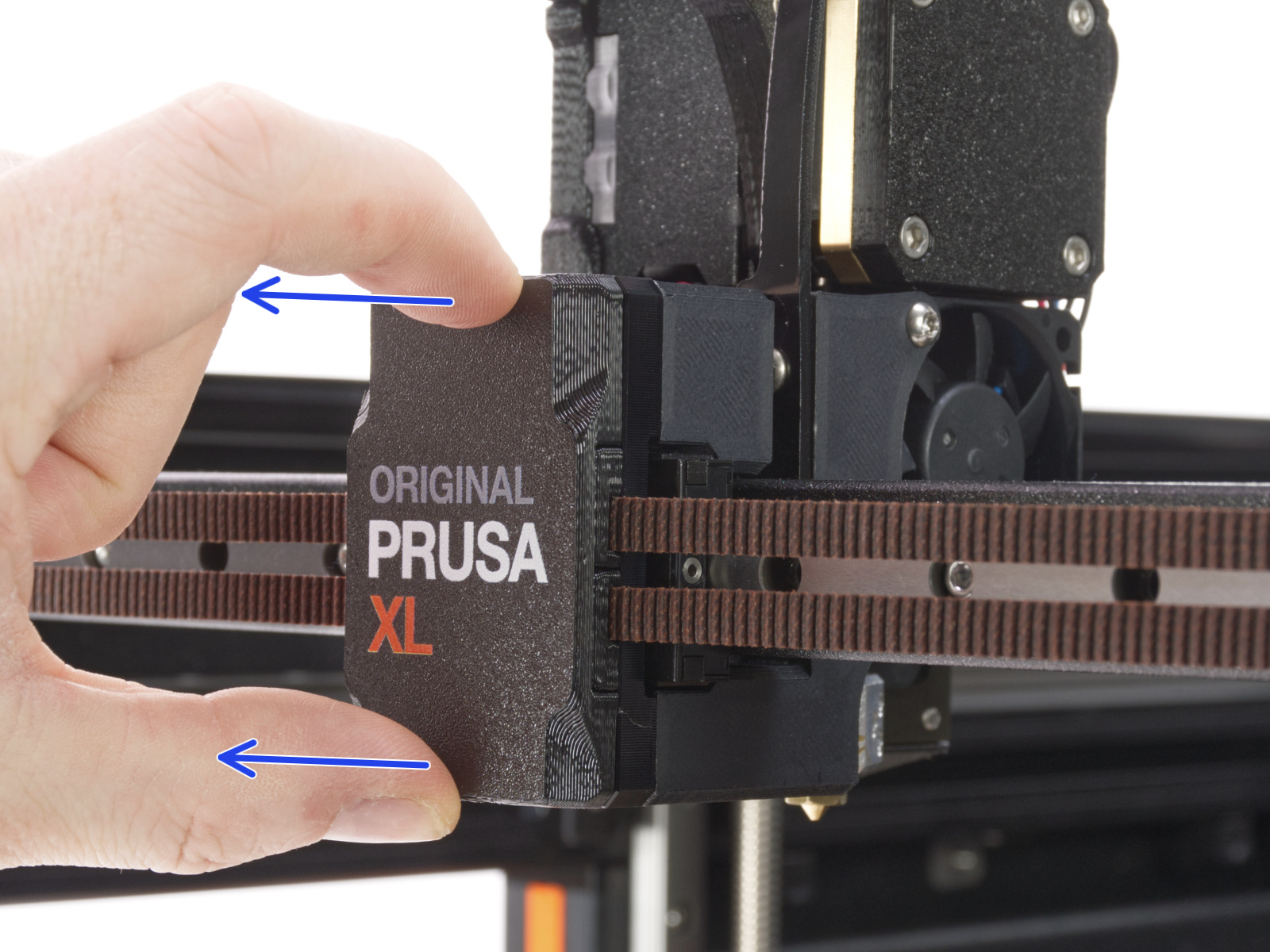
Für das folgende Verfahren, bei dem das Hotend vorübergehend ausgebaut und wieder zusammengebaut wird, können Sie die Anleitung zum Austausch des Hotends verwenden.
Nehmen Sie die Düse vorübergehend heraus und prüfen Sie, ob das Düsenrohr aus Metall eine Delle aufweist. Wenn dies der Fall ist, muss die Düse ausgetauscht werden.
Beim XL-Einzelkopf verwenden Sie den TX8-Schlüssel, wie in der Abbildung gezeigt, um die Feststellschraube zu justieren. Wenden Sie beim Festziehen keine übermäßige Kraft an, da dies das Hotend-Rohr beschädigen könnte. Die Düse muss sich in einem Winkel von 35° bis 40° befinden, um eine Beschädigung der Hotend-Kabel zu vermeiden.
 | 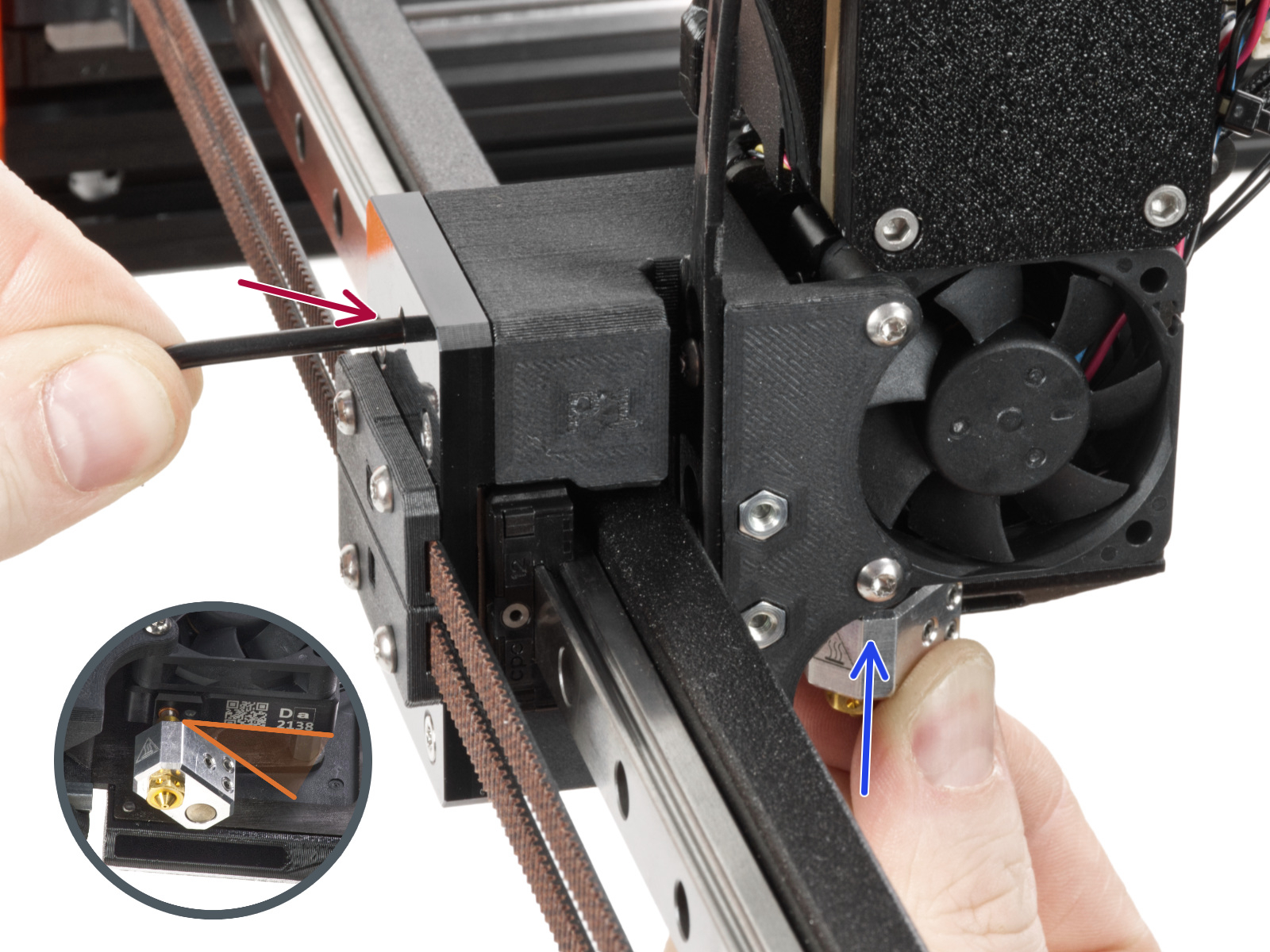 |
Verwenden Sie beim Multi-Kopf XL den Schlüssel TX8 in dem auf dem Bild gezeigten Teil, um die Feststellschraube zu justieren. Wenden Sie beim Festziehen keine übermäßige Kraft an, da dies das Rohr des Hotends beschädigen könnte. Die Düse muss sich in einem Winkel von etwa 35°-40° befinden, um eine Beschädigung der Kabel des Hotends zu vermeiden.

Slicer-Einstellungen
Jedes Profil im PrusaSlicer enthält Einstellungen, die die Temperatur, die Geschwindigkeit und die Menge des Filaments bestimmen, das der 3D-Drucker extrudieren soll. Der Drucker gibt keine Rückmeldung darüber, wie viel Filament tatsächlich die Düse verlässt. Es kann sein, dass weniger Filament extrudiert wird, als die Firmware erwartet. Wenn dies geschieht, können Lücken in und/oder zwischen den gedruckten Schichten auftreten.
Stellen Sie sicher, dass Sie Ihren Drucker in PrusaSlicer eingerichtet haben, indem Sie den Konfigurationsassistenten ausführen. Als Ausgangspunkt sollten Sie die Standardprofile für Filamente verwenden, die auf Ihre Maschine, den Filamenttyp und die Düsengröße zugeschnitten sind.
Ausrichtung des Getriebes
Es ist möglich, dass das Getriebe nicht vollständig ausgerichtet ist, insbesondere nach Eingriffen, bei denen der Getriebedeckel geöffnet werden muss, was zu einem Problem mit der Unterextrusion führt. Nachfolgend finden Sie die Verfahren zum Ausrichten des Getriebes.
MK4/S, MK3.9/S
Folgen Sie dem speziellen Getriebe-Ausrichtungs-Artikel für diese Druckermodelle.
XL
Der Original Prusa XL verfügt nicht über ein automatisches Getriebeausrichtungsverfahren. Führen Sie diese Schritte aus, um die gleiche Bewegung zu reproduzieren. Wenn geladen, entladen Sie das Filament aus dem Drucker, bevor Sie fortfahren.
- Lösen Sie die drei Schrauben am Getriebedeckel leicht um eineinhalb Umdrehungen.

- Navigieren Sie im LCD-Menü zu Filament -> Filament entladen.
- Sobald die Bewegung des Extruders abgeschlossen ist, ziehen Sie die drei M3x25-Schrauben am Getriebedeckel in der auf dem Bild angegebenen Reihenfolge an.
Filament
Eine zu niedrige oder zu hohe Drucktemperatur kann ebenfalls zu Druckproblemen führen. Wenn Ihre Marke und Ihr Typ von Filamenten nicht in PrusaSlicer aufgeführt sind, können Sie versuchen, die Drucktemperatur um +/- 5-15°C anzupassen, um zu sehen, ob dies das Problem löst.
Einige Spezialmaterialien, wie Flexible Materialien, erfordern möglicherweise viele Anpassungen und Optimierungen, um sie erfolgreich zu drucken. Verbundwerkstoffe wie Woodfill-Filament erfordern möglicherweise mindestens eine Düse mit 0,6 mm und eine Schicht mit 0,2 mm Höhe, um ein Verstopfen zu verhindern. Bei Verbundwerkstoffen wie Kevlar oder Kohlefaser ist eine gehärtete Düse erforderlich.
Einige Filamente können auch unterschiedliche Stärken aufweisen, was auf die Qualität oder die infundierten Materialien wie Holz zurückzuführen ist, was zu unerwarteten Änderungen des Volumens des extrudierten Filaments führt. Der Industriestandard für Durchmesserabweichungen liegt bei +/- 0,05 mm.
Halten Sie Ihr Filament trocken und frei von Feuchtigkeit, da sich feuchte Filamente negativ auf den Druck auswirken, insbesondere lösliche Filamente, PETG und ABS. Wir empfehlen dringend, die Spulen zusammen mit einem Silikagel wieder in den Originalbeutel zu legen, wenn sie nicht verwendet werden. Wir empfehlen, Ihre Filamente an einem trockenen Ort oder idealerweise in einer „Trockenbox“ aufzubewahren.
Falsches Laden/Entladen
Wenn Sie ein neues Filament mit einer niedrigeren angegebenen Temperatur laden, heizen Sie die Düse auf die Temperatur vor, die für den zuvor verwendeten Filamenttyp erforderlich ist. Mit anderen Worten: Heizen Sie die Düse immer auf die höchste Temperatur vor, da sich die Reste des vorherigen Filaments höchstwahrscheinlich noch im Hotend befinden. Wenn Sie beispielsweise mit ABS oder PETG gedruckt haben und jetzt mit PLA drucken möchten, laden Sie das PLA-Filament bei der ABS- oder PETG-Temperatur. Auf diese Weise kann das neu eingeführte Filament das alte herausdrücken.
Niedrigtemperaturmaterialien und Enclosure
Wenn PLA oder ein ähnliches Material in einem geschlossenen Drucker gedruckt wird, kann es zu einer Unterextrusion kommen.
Wenn beispielsweise in unserem Original Prusa Enclosure mit geschlossenen Türen die Umgebungstemperatur über 27 °C liegt, kann die Temperatur im Inneren des Gehäuses für das Drucken von PLA oder ähnlichen Materialien zu hoch sein, was zu einer Unterextrusion oder Verstopfung führen kann.
Kommentare


Sie haben noch Fragen?
Wenn Sie eine Frage zu etwas haben, das hier nicht behandelt wird, sehen Sie sich unsere zusätzlichen Ressourcen an.
Und wenn das nicht ausreicht, können Sie über die Schaltfläche unten oder an die [email protected] eine Anfrage senden.